


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路

PLC控制柜什么首先确定价格,PLC控制柜由两个部分组成,软件组件和硬件部分,硬件部分是可见我们的肉眼可以触摸的实部,包括PLC,各种电器元件,连接电缆的,建筑材料;设计费软件部分都写全系统,软件,工业脱硝工艺电控系统包括现场调试的成本。第一:所提出的顾客的硬件部分不需要我们控制电部件相匹配的相应的功能,根据所选择的品牌的国产或进口,具有相同的使用功能部件的不同的要求,可能是由于在不同品牌和有一个大的价格差距。脱硝工艺电控系统哪家好这可以保证产品的质量以及可追溯性,有些知名品牌的产品市场上存在一些仿品,需要消费者擦亮眼睛,选择有正规资质的代理商或者是经销商。

这种故障是高压开关柜的主要故障,可分为两种类型: 一种是操作机构和传动系统的机械故障,另一种是电气控制和辅助电路故障。开合故障:这类故障是由断路器本体引起的,对于低油断路器,主要表现为短路注入、灭弧室燃烧、开关能力不足、爆炸时。对于真空断路器,工业脱硝工艺电控系统表现为灭弧室和波纹管漏气,真空减少,切割电容器再烧,陶瓷管破裂,绝缘故障:外部绝缘的绝缘击穿闪络的地面闪络故障,故障相绝缘闪络,雷电过电压击穿闪络,陶瓷套管,电容器衬套闪络,闪络,击穿,爆炸,提升杆闪络,CT闪络的性能,击穿,爆炸,瓷断裂。脱硝工艺电控系统哪家好载流故障:7.2~12 kV电压等级发生载流故障主要原因是开关柜隔离插头接触不良导致触头烧融。外力等故障: 包括异物撞击、自然灾害、小动物短路等。
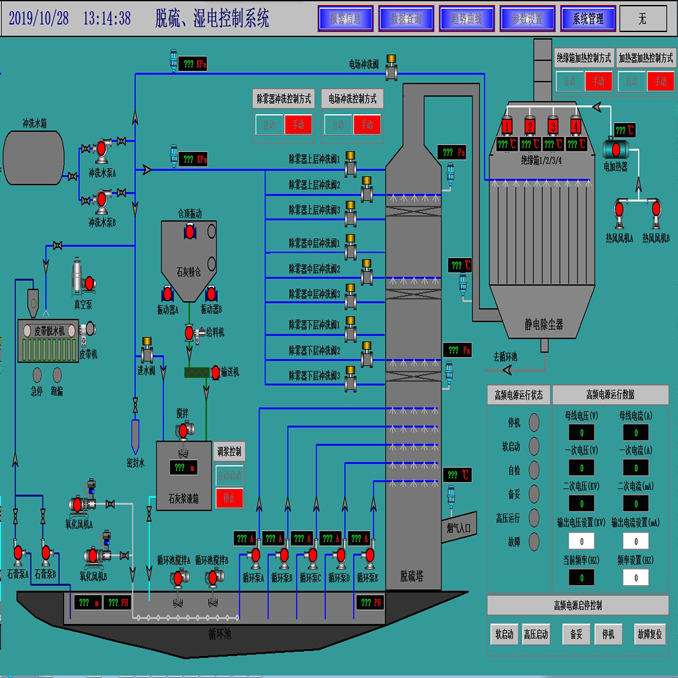
锅炉房自动控制系统结构,控制系统,由现场仪表与执行机构部分、S7-300DP CPU主机和分布I/O组成系统控制部分、上位监控计算机等组成。现场仪表,主要完成现场信号的测量,模拟量以4~20mA信号输出、数字量I/O信号输出。PLC控制系统部分,工业脱硝工艺电控系统主要完成现场信号的处理、运行控制算法和输出控制信号等功能。监控计算机,主要完成系统监视、控制数据置入、系统响应记录等功能。人机界面,为全汉字操作界面。脱硝工艺电控系统哪家好现场仪表安装于适当的被测点。各分布I/O控制柜安装于每台锅炉附近,再汇总通过PROFIBUS总线到中控室,然后与上位计算机想联,实现通讯;监控计算机放于中控室、可选配适当的打印机、可选配热备冗余计算机。

Plc 在电动自动控制系统中进行运动控制,实际物理量,除开关量、模拟量外,还有运动控制。 工业脱硝工艺电控系统如果机床零件位移,通常用数字表示。 运动控制的有效途径是数控,即数字控制技术。 这是基于计算机的控制技术,诞生于20世纪50年代的美国。 脱硝工艺电控系统哪家好现在很常见,而且发育得很好。目前,金属切削机床在先进国家中,数控比例已经超过40%至80%,有些甚至更高。PLC也是基于计算机技术,并且日益完善.该PLC可以接收频率高达几个k到几十千赫的计数脉冲,它可以以多种方式接收,以及多个通道。有的PLC还具有脉冲输出功能,脉冲频率也能达到几十k,有这两种功能,加上PLC具有数据处理和操作能力,如果再配备相应的传感器(如旋转编码器)或脉冲伺服装置,则完全可以根据数控原理实现各种控制。高,中档PLC,还开发了NC单元或移动单元,就可以实现控制点。曲线插补单元还可以被实现运动,曲线运动可被控制。因此,如果PLC被构造成细胞,那么它可以用NC方式,数字控制的量。新开发的运动单元,甚至发出编程语言数控技术,与PLC更好的数字控制提供了便利。

