


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路

工业自控系统中PLC的通讯网络,现在PLC已不是简略的现场操控,PLC远端通讯已成为操控体系有必要解决的问题,但各厂家拟定的通讯协议千差万别,兼容性差。在这一点上首要考虑以下方面:1、同一厂家产品间的通讯。各厂家都有自己的通讯协议,并且不止一种。工业苛化工艺电控系统这在大、中型机上表现明显,而在小、微型机上不尽相同,一些厂家出于容量、价格、功用等方面考虑,苛化工艺电控系统公司往往没有或许有与其它协议不同,而且比较简略的通讯。所以,在这方面首要考虑的是同一厂家不同类型PLC之间的通讯;2、不同厂家产品间的通讯。若所进行的自动操控体系规划归于对已有的自控体系进行部分改造,而所选择的是与原体系不同的PLC,或许规划中需求2个或2个以上的PLC,而选用了不同厂家的产品,这就需考虑不同厂家产品之间的通讯问题;3、是否有利于将来。因为各厂家拟定的通讯协议各不相同,国际上也无一致规范,所以在PLC选型上受到很大约束。就要考虑影响面大、有开展的、功用齐备、挨近通用的通讯协议。
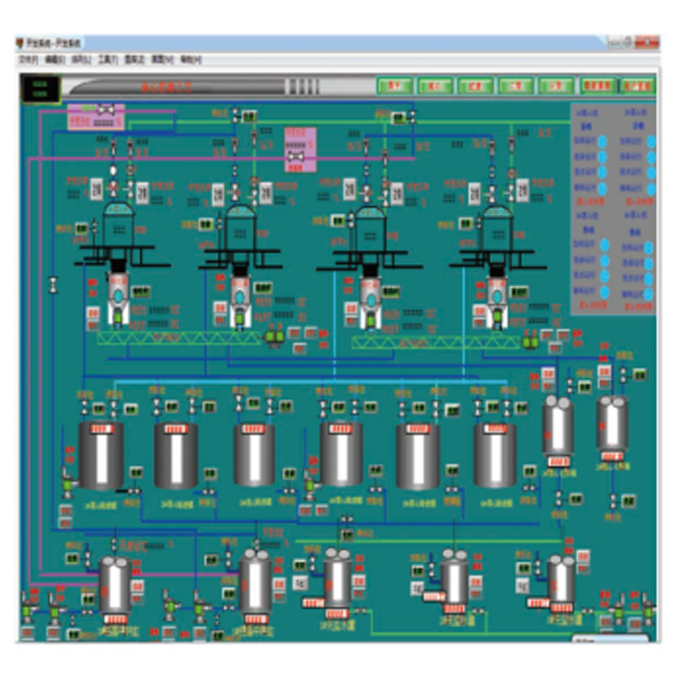
锅炉房自动控制系统结构,控制系统,由现场仪表与执行机构部分、S7-300DP CPU主机和分布I/O组成系统控制部分、上位监控计算机等组成。现场仪表,主要完成现场信号的测量,模拟量以4~20mA信号输出、数字量I/O信号输出。PLC控制系统部分,工业苛化工艺电控系统主要完成现场信号的处理、运行控制算法和输出控制信号等功能。监控计算机,主要完成系统监视、控制数据置入、系统响应记录等功能。人机界面,为全汉字操作界面。苛化工艺电控系统公司现场仪表安装于适当的被测点。各分布I/O控制柜安装于每台锅炉附近,再汇总通过PROFIBUS总线到中控室,然后与上位计算机想联,实现通讯;监控计算机放于中控室、可选配适当的打印机、可选配热备冗余计算机。
PLC自动控制和手动和自动转换装置实现的方法的程序,当所述信号是一个远程的地方,工业苛化工艺电控系统即代表一个控制点(我)交换机上打了一个远程位置,可以自动地控制PLC;而当它为0时,它表示该字段是手动操作的。为了手动编程的自动切换的内部,相同的信号作为远程的地方,是由主计算机提供的一个中间变量,该标志作为中间变量程序手动操作单装置,监视程序,苛化工艺电控系统公司以分配值1用于手动操作的程序单体装置;自动控制是零PLC程序。因此,每个自动控制装置在两个条件下操作。
PLC控制系统,输入回路设计注意事项:电源回路PLC供电电源一般为AC85-240V(也有DC24V),适应电源范围较宽,但为了抗干扰,应加装电源净化元件(如电源滤波器 1: 1隔离变压器等)。PLC上DC24V电源的使用 各公司PLC产品上一般都有 DC24V 电源,工业苛化工艺电控系统但该电源容量小,为几十毫安至几百毫安,用其带负载时要注意容量,同时要有短路保护措施。外部DC24V电源的使用 若输入回路有 DC24V供电的接近开关光电开关等,而PLC上DC24V电源容量不够时,要从外部提供DC24V电源,但该电源的 - 端不要与PLC的DC24V的 - 端以及COM端相连,否则会影响PLC的运行。输入的灵敏度 当输入电压 电流小于各厂家对 PLC 的输人端电压和电流的规定,如当输入回路串有二极管或电阻(不能完全启动),或者有并联电阻或有漏电流时(不能完全切断),就会有误动作,造成灵敏度下降,对此应采取措施。当输入器件的输入电流大于PLC的最大输入电流时,也会引起误动作,苛化工艺电控系统公司应采用弱电流的输入器件,并且选用输入为共漏型输入的PLC。

