


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路

PLC控制柜什么首先确定价格,PLC控制柜由两个部分组成,软件组件和硬件部分,硬件部分是可见我们的肉眼可以触摸的实部,包括PLC,各种电器元件,连接电缆的,建筑材料;设计费软件部分都写全系统,软件,工业PLC自动控制系统包括现场调试的成本。第一:所提出的顾客的硬件部分不需要我们控制电部件相匹配的相应的功能,根据所选择的品牌的国产或进口,具有相同的使用功能部件的不同的要求,可能是由于在不同品牌和有一个大的价格差距。PLC自动控制系统哪家好这可以保证产品的质量以及可追溯性,有些知名品牌的产品市场上存在一些仿品,需要消费者擦亮眼睛,选择有正规资质的代理商或者是经销商。
低压配电系统电压分类,在电力系统中,1kV以上为高压,1kV以下为低压。《安规》(电力安全工作规程,电力系统中最重要的一本必修书,所有有关进行电力有关的从业人员的必修书)中规定1000V及其以上者为高压设备,1000V以下就为低压。(老规定是按250V为分界点的)。工业PLC自动控制系统通常将35kV及35kV以上的电压线路称为送电线路:将35~220kV的输电线路称为高压线路(HV),330~750kV的输电线路称为超高压线路(EHV),750kV以上的输电线路称为特高压线路(UHV)。10kV及其以下的电压线路称为配电线路:将额定1kV以上电压称为“高电压”,额定电压在1kV以下电压称为“低电压”。PLC自动控制系统哪家好目前发电厂输出的交流电压有:10.5kV,35kV,60kV,110kV,220kV,330kV,500kV,750kV,1000kV。发电机发出的电力一般通过变压器升压后送到电网,这个电压要根据电厂在电网中的位置、电厂的容量及附近电网的电压状况而定,一般中小型电厂的输出电压为110-330kV,大容量发电厂输出电压为500-750kV,个别的大容量电厂,1000kV电压出线。
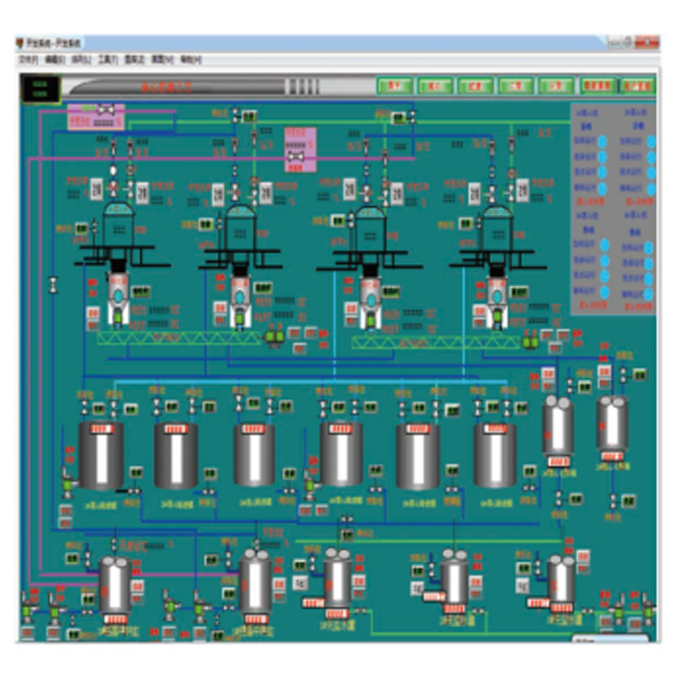
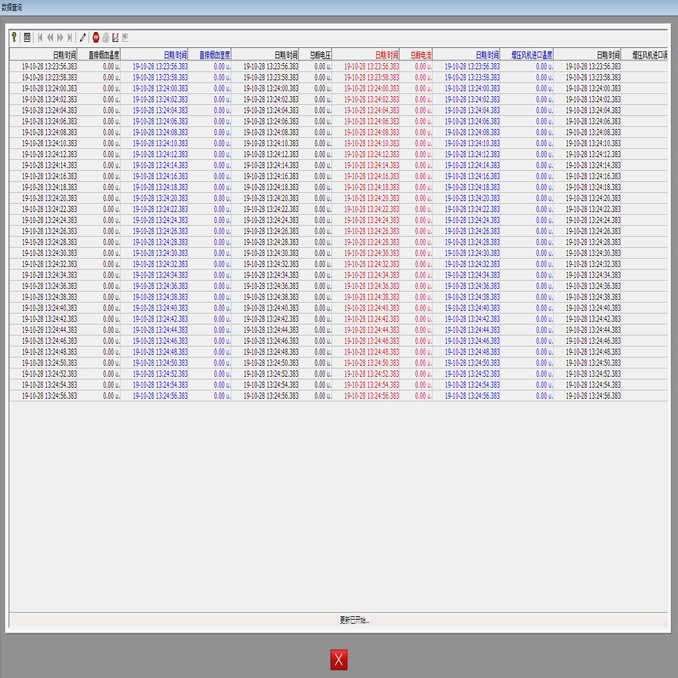
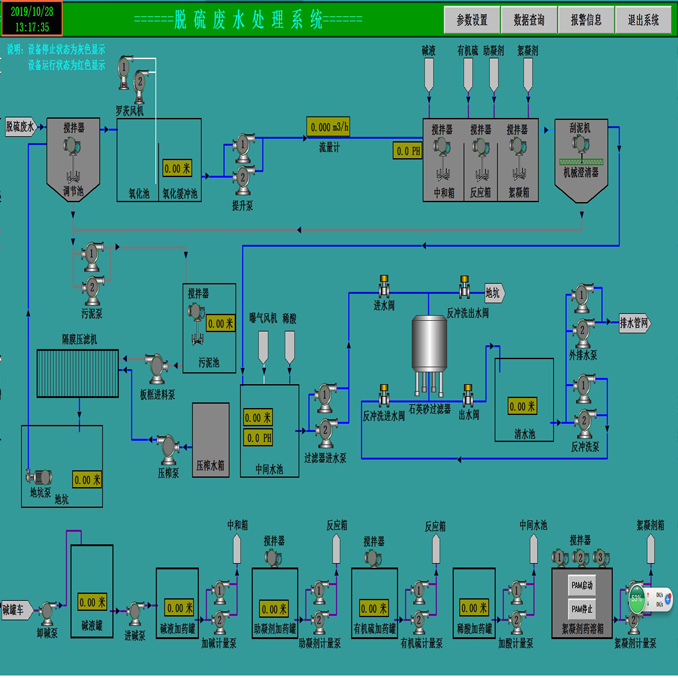
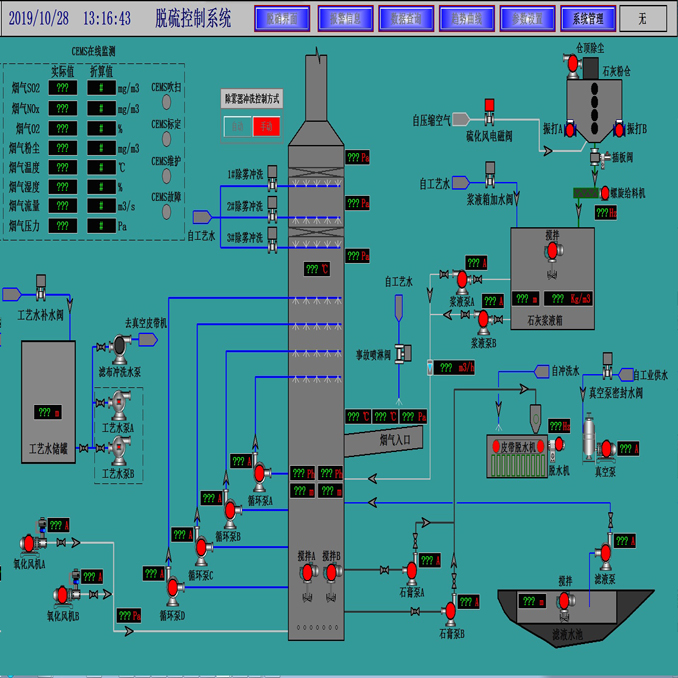
污水处理控制系统(PLC控制柜)的优势,污水处理控制系统(PLC控制柜)的优势,污水处理自动化控制系统采用计算机技术,能够实时地检测到不同时间水质指标的变化情况并显示出来,帮助跟踪记录水处理情况的变化,工业PLC自动控制系统及时分析处理,方便日后的查阅。采用计算机技术代替人工操作,降低了人员劳动强度,节约人力,还能够完成一些人工难以做到的工作,更加的方便安全。PLC自动控制系统哪家好污水处理控制系统自动化控制系统其实就是对污水处理过程进行自动调节和自动控制,其一般具有以下这些优势特点:1、能够进行自动操作控制,系统会根据用户设定的需求来自动地启动或者停止某台设备,还能够自动地调节某些输出量的大小。2、具备完善的保护和报警功能,过流保护、过载保护、欠压保护等等,当设备出现故障问题的时候,如:电流电压超限、泵的液位超限、水压不正常的时候会有不同级别的警报发出,帮助发现故障,保护工作人员和用户的安全,提高了设备的可靠性。3、各项数据参数、操作记录、故障报警记录等都能够保留储存在PLC控制柜内,方便日后需要的话可以调出来查看分析研究。4、可以实时地监测到设备的运行状态,控制模式、排污流量、水质情况、水池液位情况、泵的启动停止状态等等,并且可以在计算机上用数字、图形动态地显示出来,方便操作人员根据设备的运行状态对系统进行干预控制。
开关柜的主要特点,1.有初级和次级方案,这些是开关设备的具体功能标志,包括用于电力收集、分配、计量和保护功能的电路。一个开关柜有明确的主回路(一次回路)方案和辅助回路(二次回路)方案,工业PLC自动控制系统当一个开关柜的主方案无法实现时,可以结合几个单元方案,2,开关柜具有一定的程序和机械或电气联锁机构,证明:无“五防”功能或“五防功能障碍”是电气事故的主因。PLC自动控制系统哪家好 “五防”的开关装置保护的要求:防止错误错误断路器,隔离开关除法抗静电,防静电接地开关,以防止断路器带的接地,以防止误入带电间隔。3、具有接地的金属外壳,其外壳有支承和防护作用.因此要求它应具有足够的机械强度和刚度,保证装置的稳固,当柜内产生故障时,不会出现变形,折断等外部效应。同时也可以防止人体接近带电部分和触及运动部件,防止外界因素对内部设施的影响;以及防止设备受到意外的冲击。具有抑制内部故障的功能,“内部故障”是指开关柜内部电弧短路引起的故障。 一旦发生内部故障,电弧故障应局限在隔间内。开关柜的主要特点、分类、操作程序及局部放电检测方法

Plc 在电动自动控制系统中进行运动控制,实际物理量,除开关量、模拟量外,还有运动控制。 工业PLC自动控制系统如果机床零件位移,通常用数字表示。 运动控制的有效途径是数控,即数字控制技术。 这是基于计算机的控制技术,诞生于20世纪50年代的美国。 PLC自动控制系统哪家好现在很常见,而且发育得很好。目前,金属切削机床在先进国家中,数控比例已经超过40%至80%,有些甚至更高。PLC也是基于计算机技术,并且日益完善.该PLC可以接收频率高达几个k到几十千赫的计数脉冲,它可以以多种方式接收,以及多个通道。有的PLC还具有脉冲输出功能,脉冲频率也能达到几十k,有这两种功能,加上PLC具有数据处理和操作能力,如果再配备相应的传感器(如旋转编码器)或脉冲伺服装置,则完全可以根据数控原理实现各种控制。高,中档PLC,还开发了NC单元或移动单元,就可以实现控制点。曲线插补单元还可以被实现运动,曲线运动可被控制。因此,如果PLC被构造成细胞,那么它可以用NC方式,数字控制的量。新开发的运动单元,甚至发出编程语言数控技术,与PLC更好的数字控制提供了便利。
PLC控制柜中继检查,如果电磁阀没有拉开,或在生产过程中不断出现,下面的步骤检查。中继对应于LED电磁阀不点亮时,光表示充电电磁阀,不存在充电关;万用表测量继电器A1,A2,具有电源引脚。如果电磁阀在生产过程中出现异常,可以这样操作: 一般来说,只有一对触点发生故障,如果继电器有两对触点,一对触点发生故障,则可以考虑另一对触点,例如: 现场接线为11-14触点,工业PLC自动控制系统如果发生故障,可以更换为21-24触点。 在这一点上,11英尺和14英尺的线松散,切换到21和24英尺可以。对PLC控制柜的维护和保养,关系到设备运行的稳定性,PLC自动控制系统哪家好也关系到设备的使用寿命,要做好维护相关工作,同时,在维护过程中也要注意安全问题,必须先断电后拆卸和维修

