


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路

该PLC综合控制柜具有过载,短路,缺相保护等功能结构紧凑,工作稳定,功能齐全根据实际的控制规则,这种组合不仅可以实现单柜的自动控制,工业焚烧炉工艺电控系统而且可以通过工业以太网或工业现场总线网络实现由多个机柜组成的DCS控制系统。PLC控制柜可适应各种工业自动化控制情况.广泛应用于电力,冶金,化工,造纸,环保污水处理等行业。Plc 控制柜是现代工业的核心和灵魂,焚烧炉工艺电控系统公司它能完成设备自动化和工艺自动控制,实现完美的网络功能,性能稳定,可扩展性强,抗干扰能力强。 Plc 控制柜和混频器柜可根据用户需要设计,满足用户要求,并可与人机界面触摸屏配套使用,达到操作方便的目的。

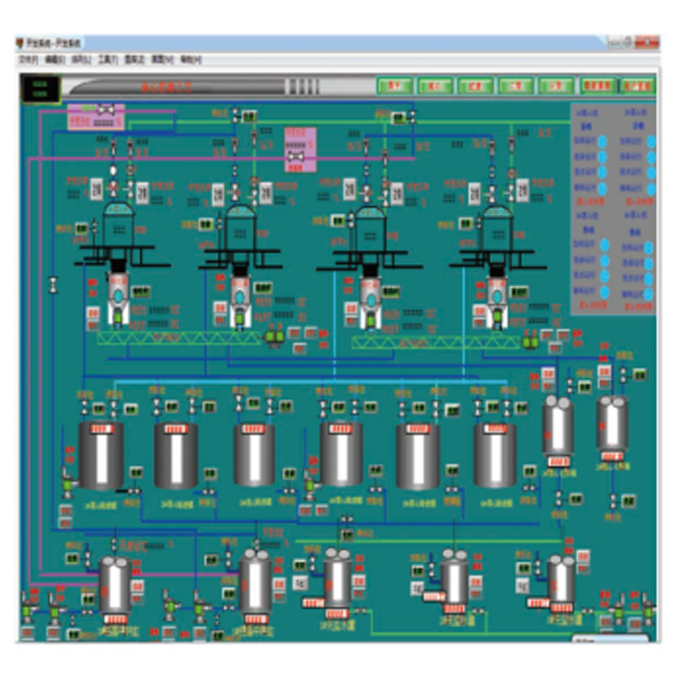
锅炉房自动控制系统结构,控制系统,由现场仪表与执行机构部分、S7-300DP CPU主机和分布I/O组成系统控制部分、上位监控计算机等组成。现场仪表,主要完成现场信号的测量,模拟量以4~20mA信号输出、数字量I/O信号输出。PLC控制系统部分,工业焚烧炉工艺电控系统主要完成现场信号的处理、运行控制算法和输出控制信号等功能。监控计算机,主要完成系统监视、控制数据置入、系统响应记录等功能。人机界面,为全汉字操作界面。焚烧炉工艺电控系统公司现场仪表安装于适当的被测点。各分布I/O控制柜安装于每台锅炉附近,再汇总通过PROFIBUS总线到中控室,然后与上位计算机想联,实现通讯;监控计算机放于中控室、可选配适当的打印机、可选配热备冗余计算机。
这种故障是高压开关柜的主要故障,可分为两种类型: 一种是操作机构和传动系统的机械故障,另一种是电气控制和辅助电路故障。开合故障:这类故障是由断路器本体引起的,对于低油断路器,主要表现为短路注入、灭弧室燃烧、开关能力不足、爆炸时。对于真空断路器,工业焚烧炉工艺电控系统表现为灭弧室和波纹管漏气,真空减少,切割电容器再烧,陶瓷管破裂,绝缘故障:外部绝缘的绝缘击穿闪络的地面闪络故障,故障相绝缘闪络,雷电过电压击穿闪络,陶瓷套管,电容器衬套闪络,闪络,击穿,爆炸,提升杆闪络,CT闪络的性能,击穿,爆炸,瓷断裂。焚烧炉工艺电控系统公司载流故障:7.2~12 kV电压等级发生载流故障主要原因是开关柜隔离插头接触不良导致触头烧融。外力等故障: 包括异物撞击、自然灾害、小动物短路等。

在使用PLC控制柜前,应做好设备内外电路的检查和使用,以便于工作的开展..但也有很多人对此并不是特别了解,下面由PLC控制柜厂家为大家介绍本次的内容,工业焚烧炉工艺电控系统以方便工作,提高设备利用率1. 外部电路连接是电动机全电压起动控制接触器的电气控制电路,控制逻辑由交流接触器千米线圈、指示灯 hl1、 hl2、热继电器常闭触点 fr、焚烧炉工艺电控系统公司停止按钮 sb2、启动按钮 sb1和接触器常开辅助触点 km 通过导线连接实现。
锅炉房自动控制系统,某小区锅炉房自动控制系统,采用西门子公司的S7―300DP PLC,和上位计算机等完成实时测控等任务,根据甲方需求选择适当的监测量(温度、压力、流量等)并设计专用的测控软件包,对小区4台锅炉组成的供暖系统进行自动调控。工业焚烧炉工艺电控系统锅炉房自动控制系统通过对小区室外温度、远端住户室内温度实时在线检测,依照设置的参数、供暖室内温度标准,完成对换热3通阀启闭和开度、循环泵启停转速、居民楼2通阀开度等控制、跟踪、调节,使供暖温度稳定在设定值上。并使供暖系统达到预计的高效节能运行状态。该系统,可将供暖系统运行经验设置在计算机上,调节系统运行方式。焚烧炉工艺电控系统公司在完成自动调节、报警等功能的同时,实现数据显示、管理、运行报表、打印等多项功能。通过远程联网通信端口,可与甲方总公司的生产调度管理控制系统进行数据交换。自控系统严格按照工业标准生产,自动化程度高、适应性强、可靠性好,适用于工业应用环境。

