


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路

PLC自动控制和手动和自动转换装置实现的方法的程序,当所述信号是一个远程的地方,工业脱硫工艺电控系统即代表一个控制点(我)交换机上打了一个远程位置,可以自动地控制PLC;而当它为0时,它表示该字段是手动操作的。为了手动编程的自动切换的内部,相同的信号作为远程的地方,是由主计算机提供的一个中间变量,该标志作为中间变量程序手动操作单装置,监视程序,脱硫工艺电控系统公司以分配值1用于手动操作的程序单体装置;自动控制是零PLC程序。因此,每个自动控制装置在两个条件下操作。
PLC系统电气设计三要素及常用符号,PLC在电气设备中的设计有三个部分的设计:一是对控制系统的流程设计;二是I/O地址的设计;三是控制系统的设计。1、PLC控制系统的流程设计,工业脱硫工艺电控系统整个设计过程首先要明确PLC在电气设备所要完成的控制目标,然后在此基础上确定PLC在电气设备中的控制范围,根据选取的控制系统电路来确定相对应的主机,最后根据所选的主机选择相应的配套模块。2、PLCI/O接口地址的设计,I/O接口地址设计是PLC系统设计中非常重要的一部分。一方面,从软件方面来说,只有确定了I/O接口的地址后才能进行相关的软件编程工作;另一方面,对于硬件及PLC外围来说,只有确定了I/O接口地址后才能进行绘图、接线以及装配等工作。为了方便查看和处理,一般的输入/输出地址确定过程中的各项技术指标和代码都会用清晰明了的方式展示出来,比如使用EXCEL表格的形式。3、PLC控制系统的设计,PLC控制系统完整的设计分为两个大部分,分别是软件系统设计和硬件系统设计。对于软件系统设计来说,一般是指对PLC控制系统程序的编写,PLC程序可分为主程序、子程序和中断程序,脱硫工艺电控系统公司其被用于对电气设备的软硬件进行控制;而对于硬件系统设计来说,一般有抗干扰措施的设计、电气设备控制元件的选用以及电气设备控制系统设计等。(1)PLC控制系统的软件设计:PLC控制系统的软件设计并没有固定的方法,即编写一个最优化的PLC软件程序并没有捷径,只能依靠编程人员自身的能力和经验。因此,编程人员个人的能力和经验是完成好这项工作的关键所在。当然,PLC的软件设计还是有基本的设计方法,包括流程图法、逻辑代数法以及功能图法等。PLC程序设计的一般有五个步骤:首先确定控制系统的启动条件、关断条件等;第二步是判断控制程序中的输出对象是否存在启动或者关断的制约条件;第三步是输出对象按照标准方程进行编程。无制约条件时,使用方程:,有制约条件时,使用方程:;然后将已知条件代入,设计出程序的梯形图;最后是对所编写程序的检查修改。另外一个需要注意的问题是,一般的控制系统设计的编程方式最好采用梯形图,因为梯形图相对于语句编程来说更为直观形象。(2)PLC控制系统的硬件设计:在电气设备的PLC控制系统的硬件设计过程中,最核心的就是电气设备的控制系统设计,其用于控制整个电气设备的硬件运行。电气设备的控制系统设计的好坏与否对于电气设备能否正常使用具有十分重要的影响;电气设备中的抗干扰措施设计主要是用于提高控制系统软硬件工作的稳定性以及对外界环境影响的适应能力。一般的PLC抗干扰设计包括三个部分,一个部分是电源的抗干扰设计,主要是为了控制电网的干扰。另一个部分是输入输出的抗干扰设计,主要是为了控制输入输出的电流干扰。最后一部分是外部配线的抗干扰设计,主要是为了防止外部配线之间的干扰;元件的选用在硬件设计中也占据非常重要的位置,如果选用的元件不合适,对于整个控制系统的硬件设计影响很大。
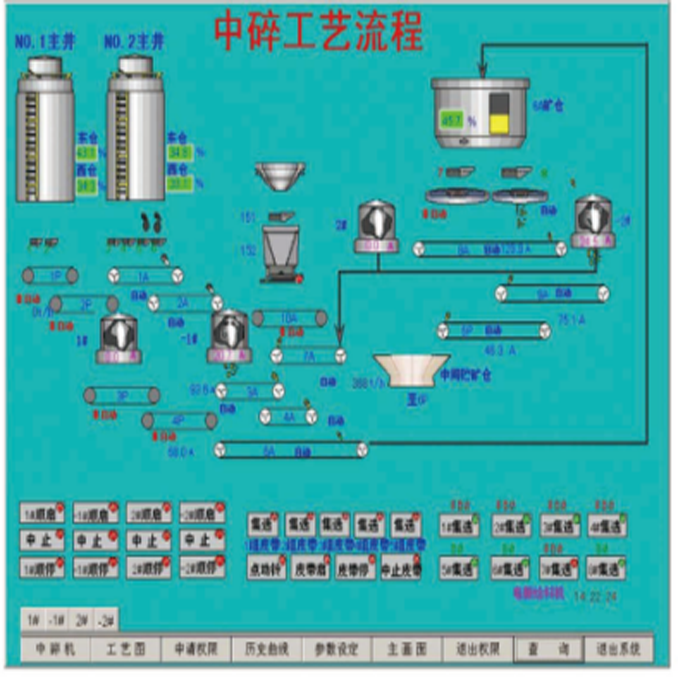
PLC控制柜结构设计柜通风系统设计,柜内通风方案,采用前门下上下风的形式,后门无需增设进出通风口。 入口和出口分别设有通风过滤器,防止粉尘进入。 外形尺寸为320mm × 320mm,进出口面积约为008平方米。 因为 plc 机柜中的部件散发的热量较少,所以可以采用自然对流的方式。 如果要加快空气速度,工业脱硫工艺电控系统可以在门板上半部的出口过滤器上安装一个轴流风扇,向外排气,柜体顶盖上无排气孔,有孔顶盖。 脱硫工艺电控系统公司继电器和接线端子排的布置,继电器和端子排一般布置在机柜的前后部或机柜的后面,端子排优先纵向布置,内外线的凹槽应尽量分开,如图2所示..考虑到接线习惯(左手持线,右手持工具),一般端子左侧的走线槽留给客户,方便外部走线接入,右侧走线槽用于内部走线管理..如果空间较紧,也可以为两列端子共用一个内槽或一个外槽,尽量不要为内外共用一个槽(串箱除外),否则不便管理..根据继电器和端子的数量合理选择线槽的宽度..对于外线,由于场内进线一般含有备用线芯,屏蔽层等,线径较厚,外线槽应尽量选用大的,交换机和光纤盒的布局,和光纤开关盒通常排列成一个下侧机壳,用于对准保留的空间,和电缆应考虑纤维的敲弯半径,尽可能的大,以方便访问站点和光纤电缆。

工业自控系统中PLC的通讯网络,现在PLC已不是简略的现场操控,PLC远端通讯已成为操控体系有必要解决的问题,但各厂家拟定的通讯协议千差万别,兼容性差。在这一点上首要考虑以下方面:1、同一厂家产品间的通讯。各厂家都有自己的通讯协议,并且不止一种。工业脱硫工艺电控系统这在大、中型机上表现明显,而在小、微型机上不尽相同,一些厂家出于容量、价格、功用等方面考虑,脱硫工艺电控系统公司往往没有或许有与其它协议不同,而且比较简略的通讯。所以,在这方面首要考虑的是同一厂家不同类型PLC之间的通讯;2、不同厂家产品间的通讯。若所进行的自动操控体系规划归于对已有的自控体系进行部分改造,而所选择的是与原体系不同的PLC,或许规划中需求2个或2个以上的PLC,而选用了不同厂家的产品,这就需考虑不同厂家产品之间的通讯问题;3、是否有利于将来。因为各厂家拟定的通讯协议各不相同,国际上也无一致规范,所以在PLC选型上受到很大约束。就要考虑影响面大、有开展的、功用齐备、挨近通用的通讯协议。

Plc 在电动自动控制系统中进行运动控制,实际物理量,除开关量、模拟量外,还有运动控制。 工业脱硫工艺电控系统如果机床零件位移,通常用数字表示。 运动控制的有效途径是数控,即数字控制技术。 这是基于计算机的控制技术,诞生于20世纪50年代的美国。 脱硫工艺电控系统公司现在很常见,而且发育得很好。目前,金属切削机床在先进国家中,数控比例已经超过40%至80%,有些甚至更高。PLC也是基于计算机技术,并且日益完善.该PLC可以接收频率高达几个k到几十千赫的计数脉冲,它可以以多种方式接收,以及多个通道。有的PLC还具有脉冲输出功能,脉冲频率也能达到几十k,有这两种功能,加上PLC具有数据处理和操作能力,如果再配备相应的传感器(如旋转编码器)或脉冲伺服装置,则完全可以根据数控原理实现各种控制。高,中档PLC,还开发了NC单元或移动单元,就可以实现控制点。曲线插补单元还可以被实现运动,曲线运动可被控制。因此,如果PLC被构造成细胞,那么它可以用NC方式,数字控制的量。新开发的运动单元,甚至发出编程语言数控技术,与PLC更好的数字控制提供了便利。

