


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路
PLC控制系统输出回路设计注意事项:输出方式选择,继电器输出:优点是不同公共点之间可带不同的交直流负载,且电压也可不同,带负载电流可达2A 点;但继电器输出方式不适用于高频动作的负载,工业PLC系统集成这是由继电器的寿命决定的 (2)晶闸管输出:带负载能力为0.2A/ 点,只能带交流负载,可适应高频动作,响应时间为 1ms (3)晶体管输出:最大优点是适应于高频动作,响应时间短,一般为0.2ms左右,但它只能带DC5-30V的负载,最大输出负载电流为0.5A/点,但每4点不得大于0.8A。当你的系统输出频率为每分钟 6 次以下时,应首选继电器输出,PLC系统集成公司因其电路设计简单,抗干扰和带负载能力强 当频率为 10 次/min 以下时,既可采用继电器输出方式,也可采用PLC输出驱动达林顿三极管(5-10A),再驱动负载。抗干扰与外部互锁,当PLC输出带感性负载,负载断电时会对PLC的输出造成浪涌电流的冲击,为此,对直流感性负载应在其旁边并接续流二极管,对交流感性负载应并接浪涌吸收电路,可有效保护 PLC 当两个物理量的输出在 PLC内部已进行软件互锁后,在 PLC的外部也应进行互锁,以加强系统的可靠性。COM 点的选择,不同的PLC产品,其COM点的数量是不一样的,有的一个COM点带8个输出点,有的带4个输出点,也有带2个或1个输出点的 当负载的种类多,且电流大时,采用一个COM点带1-2个输出点的PLC产品;当负载数量多而种类少时,采用一个 COM 点带4-8 个输出点的PLC产品,这样会对电路设计带来很多方便 每个COM点处加一熔丝,1-2个输出时加 2A 的熔丝,4-8点输出的加5-10A的熔丝。PLC外部驱动电路,对于PLC输出不能直接带负载的情况下,必须在外部采用驱动电路:可以用三极管驱动,也可以用固态继电器或晶闸管电路驱动,同时应采用保护电路和浪涌吸收电路,且每路有显示二极管(LED)指示。印制板应做成插拔式,易于维修PLC的输入输出布线也有一定的要求,请看各公司的使用说明书。

PLC控制柜中继检查,如果电磁阀没有拉开,或在生产过程中不断出现,下面的步骤检查。中继对应于LED电磁阀不点亮时,光表示充电电磁阀,不存在充电关;万用表测量继电器A1,A2,具有电源引脚。如果电磁阀在生产过程中出现异常,可以这样操作: 一般来说,只有一对触点发生故障,如果继电器有两对触点,一对触点发生故障,则可以考虑另一对触点,例如: 现场接线为11-14触点,工业PLC系统集成如果发生故障,可以更换为21-24触点。 在这一点上,11英尺和14英尺的线松散,切换到21和24英尺可以。对PLC控制柜的维护和保养,关系到设备运行的稳定性,PLC系统集成公司也关系到设备的使用寿命,要做好维护相关工作,同时,在维护过程中也要注意安全问题,必须先断电后拆卸和维修

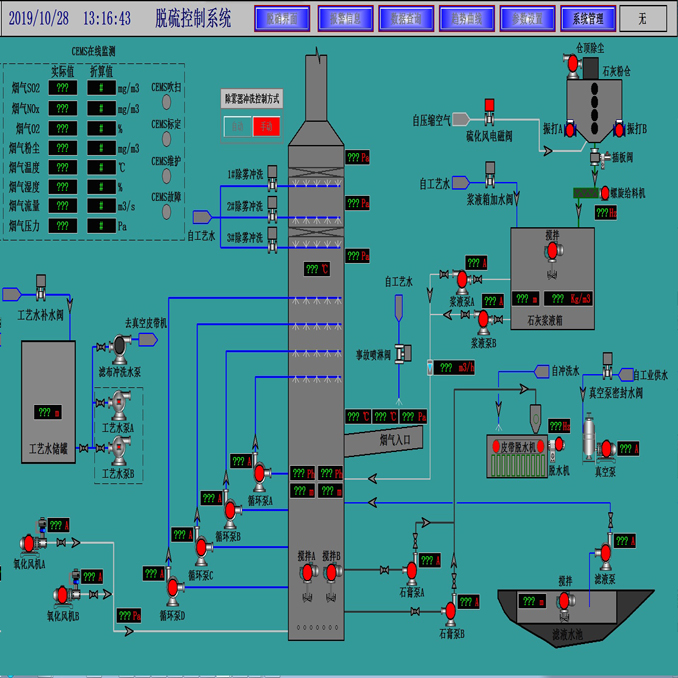
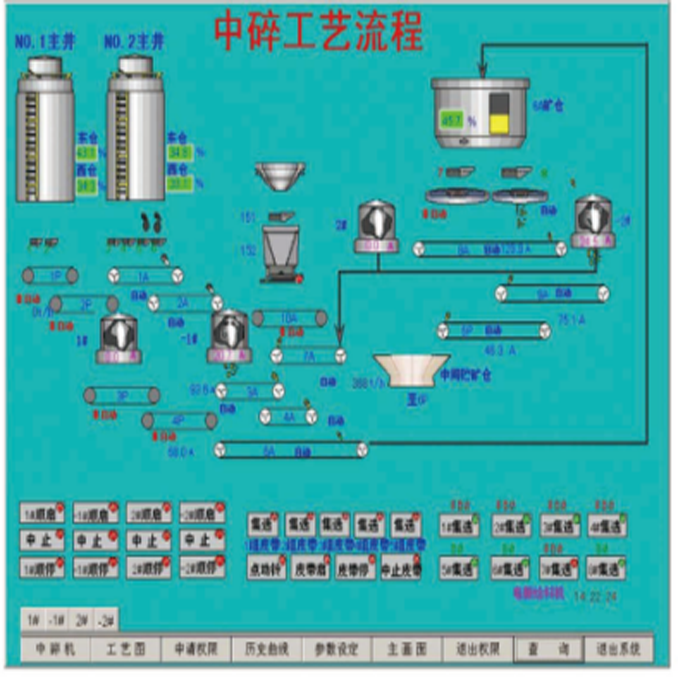
PLC控制柜基础知识,PLC控制柜是指成套的控制柜,可实现电机,开关的控制的电气柜。PLC控制柜有过载、短路、缺相保护等功能。其结构紧凑、工作稳定、功能齐全,可以根据实际控制规摸大小进行组合,工业PLC系统集成既可以实现单柜自动控制,也可以实现多柜通过工业以太网或工业现场总线网络组成集散(DSC)控制系统,能适应各种大小规模的工业自动化控制场合,被广泛应用在电力、冶金、化工、造纸、环保污水处理等行业中。PLC控制柜可完成设备自动化和过程自动化控制,PLC系统集成公司实现完美的网络功能,性能稳定、可扩展、抗干扰强等特点,是现代工业的核心和灵魂。用户可以根据自身需求设计PLC控制柜、变频柜等,并可搭配人机界面触摸屏,达到轻松操作的目的。典型应用有恒压供水、空压机、风机水泵、中央空调、港口机械、机床、锅炉、造纸机械、食品机械等等。
你知道PLC控制柜接线进行处理的流程的PLC控制柜接线?它的内部结构非常复杂,电缆的作用是不同的,所以在使用前,一定要提前做好布线工作,使设备能够更好地发挥其作用。首先,提前准备,工业PLC系统集成各种专用工具:螺丝刀,油标,扳手,数字万用表,振动器,钳形电流表,吸尘器,热风焊枪,切割刀等,2.附件:风机过滤器,汽车继电器电磁线圈,交流接触器辅助断路器,PLC系统集成公司聚氯乙烯热缩套管,导电胶3,前PLC控制柜接线,应仔细检查图纸,充分了解设计师的设计要求,并要求仔细接线。如果你发现任何问题或缺陷,要及时沟通清楚,避免不必要的损失。在路由过程中,确保路由顺序清晰。 一步一步地,不要插入任何导致泄漏的线路连接。 此外,在连接完成后,再次检查是否有任何连接错误或泄漏。 在所有的连接都做好之后,通过局部检查比通过全面检查更容易发现问题。
在 plc 自动控制柜的应用领域中,自动控制系统是指利用一些自动控制装置,在生产过程中自动控制某些关键参数,而不需要人员的直接参与,使机器和设备在暴露在预定的轨道规则下按照预定的正常运行。 工业PLC系统集成外面的世界。 当干扰的影响超出正常状态时,它可以自动调整回工艺要求的值范围。 生产过程中的各种工艺条件不能是静态的,而且各个设备之间是相互关联的。 PLC系统集成公司当一台设备的工艺条件发生变化时,其它设备的某些参数可能会有或多或少的波动,从而偏离正常值。 工作轨道。 系统组成: 主要由控制器、被控对象、执行机构和变送器四部分组成。 控制系统包括 pc 监控中心、 plc 监控设备、通信设备及附件、现场传感器及仪表。

