


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路
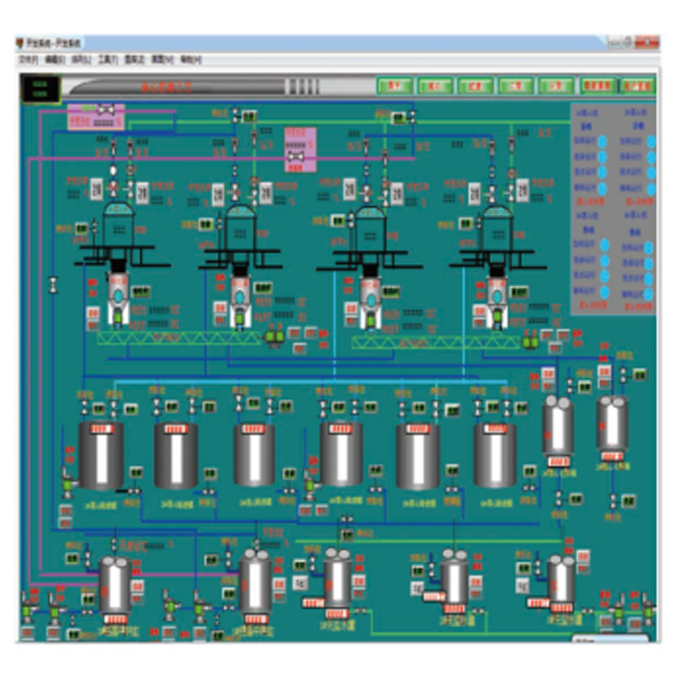
锅炉房自动控制系统,某小区锅炉房自动控制系统,采用西门子公司的S7―300DP PLC,和上位计算机等完成实时测控等任务,根据甲方需求选择适当的监测量(温度、压力、流量等)并设计专用的测控软件包,对小区4台锅炉组成的供暖系统进行自动调控。工业除臭工艺电控系统锅炉房自动控制系统通过对小区室外温度、远端住户室内温度实时在线检测,依照设置的参数、供暖室内温度标准,完成对换热3通阀启闭和开度、循环泵启停转速、居民楼2通阀开度等控制、跟踪、调节,使供暖温度稳定在设定值上。并使供暖系统达到预计的高效节能运行状态。该系统,可将供暖系统运行经验设置在计算机上,调节系统运行方式。除臭工艺电控系统公司在完成自动调节、报警等功能的同时,实现数据显示、管理、运行报表、打印等多项功能。通过远程联网通信端口,可与甲方总公司的生产调度管理控制系统进行数据交换。自控系统严格按照工业标准生产,自动化程度高、适应性强、可靠性好,适用于工业应用环境。
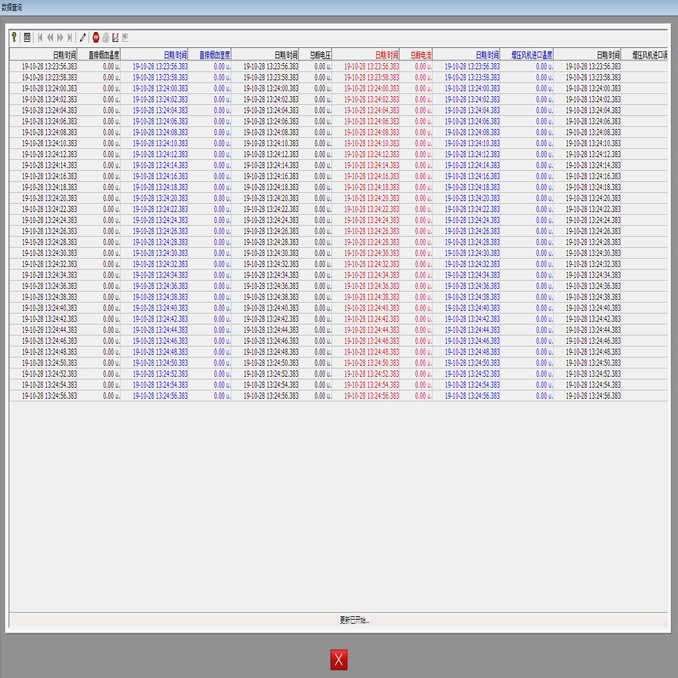
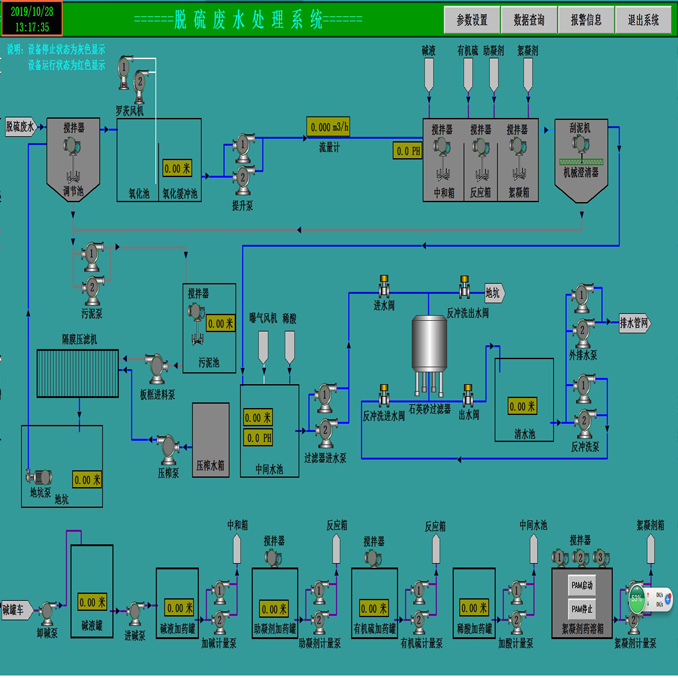
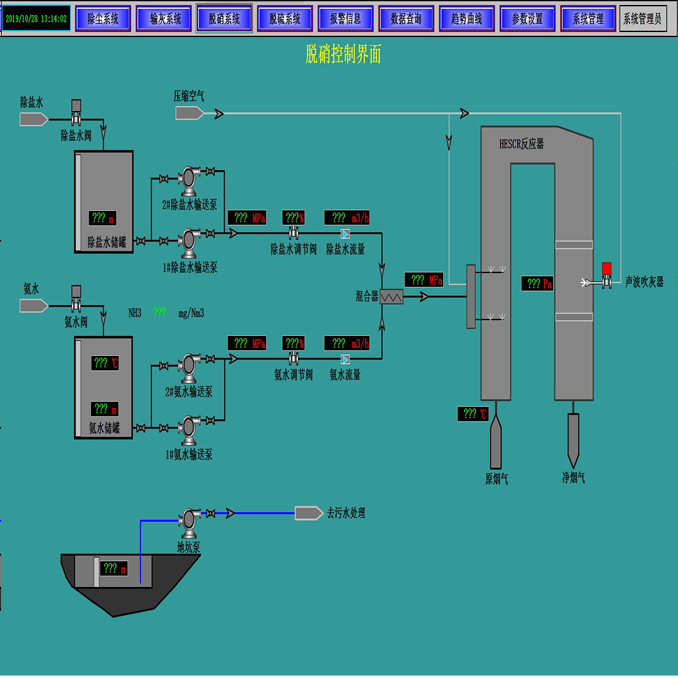
污水处理控制系统(PLC控制柜)的优势,污水处理控制系统(PLC控制柜)的优势,污水处理自动化控制系统采用计算机技术,能够实时地检测到不同时间水质指标的变化情况并显示出来,帮助跟踪记录水处理情况的变化,工业除臭工艺电控系统及时分析处理,方便日后的查阅。采用计算机技术代替人工操作,降低了人员劳动强度,节约人力,还能够完成一些人工难以做到的工作,更加的方便安全。除臭工艺电控系统公司污水处理控制系统自动化控制系统其实就是对污水处理过程进行自动调节和自动控制,其一般具有以下这些优势特点:1、能够进行自动操作控制,系统会根据用户设定的需求来自动地启动或者停止某台设备,还能够自动地调节某些输出量的大小。2、具备完善的保护和报警功能,过流保护、过载保护、欠压保护等等,当设备出现故障问题的时候,如:电流电压超限、泵的液位超限、水压不正常的时候会有不同级别的警报发出,帮助发现故障,保护工作人员和用户的安全,提高了设备的可靠性。3、各项数据参数、操作记录、故障报警记录等都能够保留储存在PLC控制柜内,方便日后需要的话可以调出来查看分析研究。4、可以实时地监测到设备的运行状态,控制模式、排污流量、水质情况、水池液位情况、泵的启动停止状态等等,并且可以在计算机上用数字、图形动态地显示出来,方便操作人员根据设备的运行状态对系统进行干预控制。
Plc 在电动自动控制系统中进行运动控制,实际物理量,除开关量、模拟量外,还有运动控制。 工业除臭工艺电控系统如果机床零件位移,通常用数字表示。 运动控制的有效途径是数控,即数字控制技术。 这是基于计算机的控制技术,诞生于20世纪50年代的美国。 除臭工艺电控系统公司现在很常见,而且发育得很好。目前,金属切削机床在先进国家中,数控比例已经超过40%至80%,有些甚至更高。PLC也是基于计算机技术,并且日益完善.该PLC可以接收频率高达几个k到几十千赫的计数脉冲,它可以以多种方式接收,以及多个通道。有的PLC还具有脉冲输出功能,脉冲频率也能达到几十k,有这两种功能,加上PLC具有数据处理和操作能力,如果再配备相应的传感器(如旋转编码器)或脉冲伺服装置,则完全可以根据数控原理实现各种控制。高,中档PLC,还开发了NC单元或移动单元,就可以实现控制点。曲线插补单元还可以被实现运动,曲线运动可被控制。因此,如果PLC被构造成细胞,那么它可以用NC方式,数字控制的量。新开发的运动单元,甚至发出编程语言数控技术,与PLC更好的数字控制提供了便利。
PLC控制系统,输入回路设计注意事项:电源回路PLC供电电源一般为AC85-240V(也有DC24V),适应电源范围较宽,但为了抗干扰,应加装电源净化元件(如电源滤波器 1: 1隔离变压器等)。PLC上DC24V电源的使用 各公司PLC产品上一般都有 DC24V 电源,工业除臭工艺电控系统但该电源容量小,为几十毫安至几百毫安,用其带负载时要注意容量,同时要有短路保护措施。外部DC24V电源的使用 若输入回路有 DC24V供电的接近开关光电开关等,而PLC上DC24V电源容量不够时,要从外部提供DC24V电源,但该电源的 - 端不要与PLC的DC24V的 - 端以及COM端相连,否则会影响PLC的运行。输入的灵敏度 当输入电压 电流小于各厂家对 PLC 的输人端电压和电流的规定,如当输入回路串有二极管或电阻(不能完全启动),或者有并联电阻或有漏电流时(不能完全切断),就会有误动作,造成灵敏度下降,对此应采取措施。当输入器件的输入电流大于PLC的最大输入电流时,也会引起误动作,除臭工艺电控系统公司应采用弱电流的输入器件,并且选用输入为共漏型输入的PLC。

