


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路
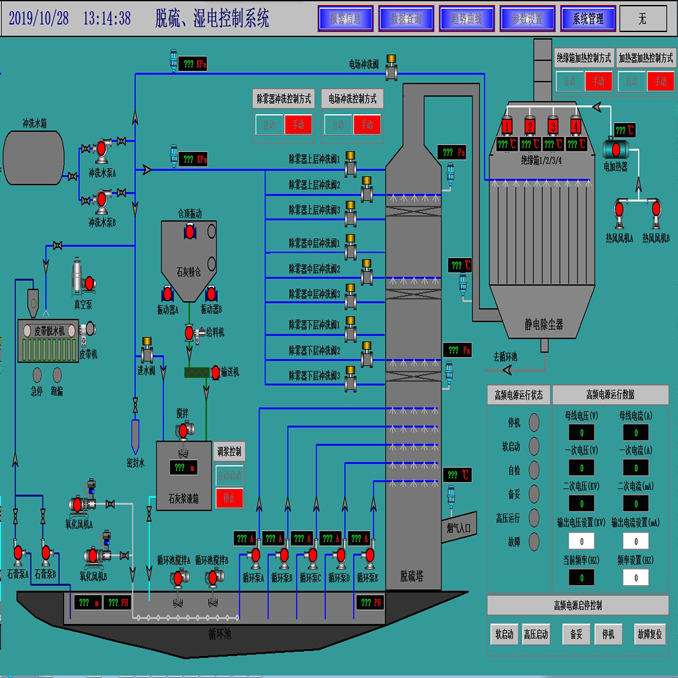
PLC自动控制和手动和自动转换装置实现的方法的程序,当所述信号是一个远程的地方,工业苛化工艺电控系统即代表一个控制点(我)交换机上打了一个远程位置,可以自动地控制PLC;而当它为0时,它表示该字段是手动操作的。为了手动编程的自动切换的内部,相同的信号作为远程的地方,是由主计算机提供的一个中间变量,该标志作为中间变量程序手动操作单装置,监视程序,苛化工艺电控系统公司以分配值1用于手动操作的程序单体装置;自动控制是零PLC程序。因此,每个自动控制装置在两个条件下操作。

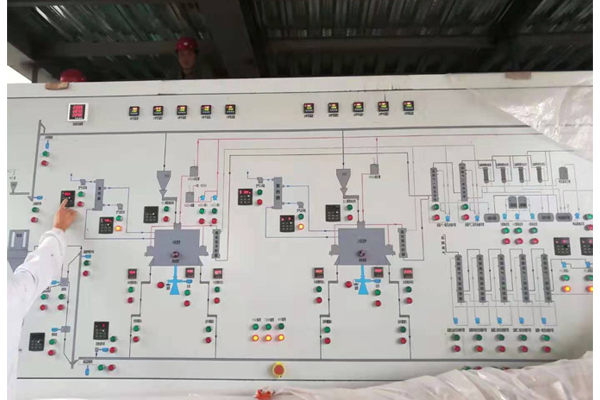
PLC控制柜理解完全地理解,PLC控制是指控制柜组控制的所用的电气柜马达开关来实现。 PLC控制柜的过载,短路,缺相保护。其紧凑,稳定,功能和调节的触摸可以控制的实际组合物的尺寸,可以自动地控制,工业苛化工艺电控系统以实现在单个机壳中,机壳可以由多个工业现场总线或分布(DSC)控制系统的工业以太网网络,就可以实现适应工业自动化控制应用程序的所有规格,苛化工艺电控系统公司广泛应用于电力,冶金,化工,造纸,环保,污水处理等行业。通过PLC控制柜可完成设备自动化和过程自动化控制,实现完善的网络功能,性能稳定,可扩展,抗干扰性强等特点,是现代工业的核心和灵魂..用户可根据自身需求设计PLC控制柜,变频柜等,并可匹配人机界面触摸屏,达到操作简便的目的
锅炉房自动控制系统结构,控制系统,由现场仪表与执行机构部分、S7-300DP CPU主机和分布I/O组成系统控制部分、上位监控计算机等组成。现场仪表,主要完成现场信号的测量,模拟量以4~20mA信号输出、数字量I/O信号输出。PLC控制系统部分,工业苛化工艺电控系统主要完成现场信号的处理、运行控制算法和输出控制信号等功能。监控计算机,主要完成系统监视、控制数据置入、系统响应记录等功能。人机界面,为全汉字操作界面。苛化工艺电控系统公司现场仪表安装于适当的被测点。各分布I/O控制柜安装于每台锅炉附近,再汇总通过PROFIBUS总线到中控室,然后与上位计算机想联,实现通讯;监控计算机放于中控室、可选配适当的打印机、可选配热备冗余计算机。

低压配电系统电压分类,在电力系统中,1kV以上为高压,1kV以下为低压。《安规》(电力安全工作规程,电力系统中最重要的一本必修书,所有有关进行电力有关的从业人员的必修书)中规定1000V及其以上者为高压设备,1000V以下就为低压。(老规定是按250V为分界点的)。工业苛化工艺电控系统通常将35kV及35kV以上的电压线路称为送电线路:将35~220kV的输电线路称为高压线路(HV),330~750kV的输电线路称为超高压线路(EHV),750kV以上的输电线路称为特高压线路(UHV)。10kV及其以下的电压线路称为配电线路:将额定1kV以上电压称为“高电压”,额定电压在1kV以下电压称为“低电压”。苛化工艺电控系统公司目前发电厂输出的交流电压有:10.5kV,35kV,60kV,110kV,220kV,330kV,500kV,750kV,1000kV。发电机发出的电力一般通过变压器升压后送到电网,这个电压要根据电厂在电网中的位置、电厂的容量及附近电网的电压状况而定,一般中小型电厂的输出电压为110-330kV,大容量发电厂输出电压为500-750kV,个别的大容量电厂,1000kV电压出线。
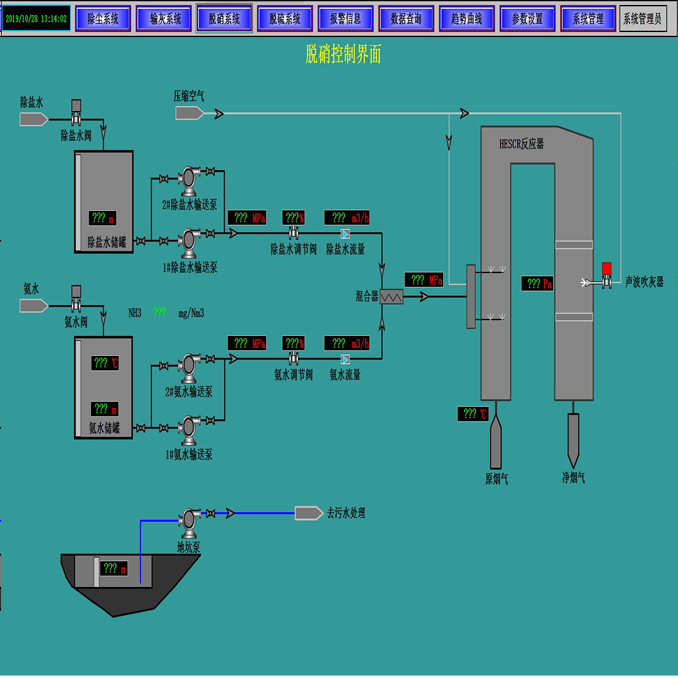
电气控制柜和PLC程序特殊工艺的测试,PLC系统里除了逻辑控制,还有很多拓展出来的功能,比如说PID控制等,当这些逻辑调试基本完成后,工业苛化工艺电控系统可着手调试模拟量、脉冲量控制。最主要的是选定合适控制参数。一般讲,这个过程是比较长的。要耐心调,参数也要作多种选择,再从中选出最优者。苛化工艺电控系统公司有的PLC,它的PID参数可通过自整定获得。但这个自整定过程,也是需要相当的时间才能完成的。整个调试基本算是完成了。接下来就到了预生产的步骤了,预生产是生产前的工作检测,在该阶段可以配合生产进行一些特殊的测试,比如说生产节奏是否满足,带载情况下安全功能还能否起作用等等,一般连续生产一定时间后就可以交工了。

PLC控制柜的外观和环境检查,温度0〜40℃85%相对湿度的环境条件下,振幅是小于0.5mm(10〜55Hz的)无大量灰尘,盐和铁。 24VDC电压测量线:如果测试系统电在正常范围内绝缘断时,使用该绝缘的测试设备振动台。五、设备接地检查,接地测量:注意检查屏蔽层是否老化,屏蔽层是否老化,带来接地不好,工业苛化工艺电控系统容易造成现场损失..模拟信号接地测量:原理如上。检查接地线有无锈蚀,锈蚀处理六、备份数据,对于需要长时间存档的数据(如军工行业的历史趋势曲线数据) ,您可以将历史趋势数据备份到可移动硬盘,苛化工艺电控系统公司然后关闭基于 windows 的操作系统,然后再次关闭电源,对于一些不能通信的控制器,如软启动器,在紧急情况下需要手动记录内部参数。

