


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路

PLC控制柜布局原理,内阁部件布置,通常从上到下,从左到右。易于操作和维修,频繁的维护操作或组件应安装在更容易接触到的位置,从一个高度,高度范围内尽可能到400mm的地面1800mm的讲话。如果更多的组件,这些组件可以被认为是在约2000毫米高度机柜,所述基座构件的从地面不小于200mm,或不现场布线的安装位置的一个位置不频繁地安装(例如,直流电源)操作。工业PLC自动控制系统避免反复围绕由线插槽,使用时注意费用的安排。稳压电源的布置,稳压电源不需要定期维护,是一种加热装置,安装在机柜顶部,便于散热。 接线少,可选择40毫米宽的线槽,线槽深度要考虑整机柜,PLC自动控制系统公司最大数量的线槽统一(线槽深度选择下同)。 稳压电源的边缘与线槽之间的净距离约为30毫米。PLC和单元布局,CPU单元和相邻的细胞,优选特殊单元和输入单元等装置的干扰较少。电磁接触器,继电器类的外部电路,干扰的即其线圈和接触源,因此应与PLC分开布置。 (大约100mm以上)的主要成分是添加模块PLC系统中,需要频繁的维护调试,应安装在一个位置,操作方便。安装模块时,扩容方便从左安排的权利。多个信号线,通常用于80毫米宽槽,槽间距和齿条的上端是约30mm,以及约80毫米的齿条槽间距的下端。

工业自控系统中PLC如何选型,一、作业量这一点尤为重要。在自动操控体系规划之初,就应该对操控点数(数字量及模拟量)有一个准确的统计,这往往是选择PLC的首要条件,一般选择比操控点数多10%~30%的PLC。工业PLC自动控制系统这有几方面的考虑:1、能够补偿规划进程中遗漏的点;2、能够确保在运行进程中个别点有故障时,能够有替代点;3、PLC自动控制系统公司将来增加点数的需求。二、作业环境,作业环境是PLC作业的硬性目标。自控体系将人们从繁忙的作业和恶劣的环境中摆脱出来,就要求自控体系能够习惯杂乱的环境,诸如温度、湿度、噪音、信号屏蔽、作业电压等,各款PLC不尽相同。一定要选择习惯实践作业环境的产品。

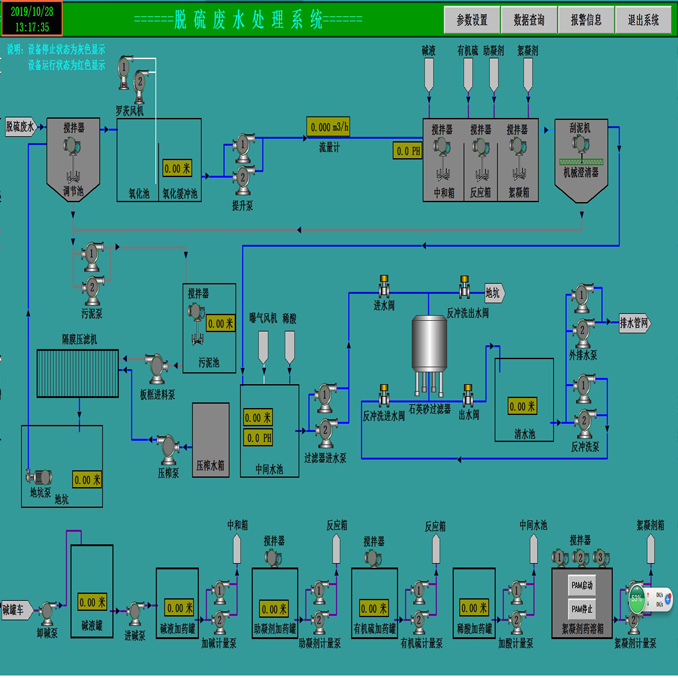
在 plc 自动控制柜的应用领域中,自动控制系统是指利用一些自动控制装置,在生产过程中自动控制某些关键参数,而不需要人员的直接参与,使机器和设备在暴露在预定的轨道规则下按照预定的正常运行。 工业PLC自动控制系统外面的世界。 当干扰的影响超出正常状态时,它可以自动调整回工艺要求的值范围。 生产过程中的各种工艺条件不能是静态的,而且各个设备之间是相互关联的。 PLC自动控制系统公司当一台设备的工艺条件发生变化时,其它设备的某些参数可能会有或多或少的波动,从而偏离正常值。 工作轨道。 系统组成: 主要由控制器、被控对象、执行机构和变送器四部分组成。 控制系统包括 pc 监控中心、 plc 监控设备、通信设备及附件、现场传感器及仪表。
低压配电柜厂考察哪些方面的考虑?接受的第一次亮相,看看配电柜不符合要求,根据详细验证,也没有损坏,腐蚀,检查配件零部件是不完整的。工业PLC自动控制系统同时检查包装盒出厂合格证,说明书接线和内部接线图等技术资料文件出来。高压配电柜箱之后,根据设计图纸编号的顺序加载变电站安装位置配电柜。安装通电调试,将配电柜置于槽钢上后,用薄垫铁粗略地调整高压柜的电平,然后用其中一个作为基准来调整其余的电平,PLC自动控制系统公司使所有高压柜电平一致,间隙均匀。 固定螺栓后,保持配电柜之间的间隙,然后用固定螺栓或焊接方法将配电柜固定在基槽钢上。 为了美观,在橱柜内部至少四个地方焊接。

PLC控制系统的硬件选购,目前市场上的PLC产品众多,性价比越来越高,可选范围越来越大,为此,我们在选购时应从下面几个方面综合考虑,工业PLC自动控制系统合理选购PLC产品:系统规模 首先应确定系统是用PLC单机控制,还是用PLC网络控制,并由此计算PLC输入、输出点数 在确定PLC输入 输出点数时一般要在实际需要点数的基础上留有10%的余量。负载类型 根据PLC输出端所带的负载是直流型还是交流型,是大电流还是小电流,以及PLC输出点动作的频率等因素来确定输出端采用继电器输出,还是晶体管输出,或品闸管输出不同的负载选用不同的输出方式,这对系统的稳定运行是很重要的。存储容量 与速度 一般存储容量越大、速度越快的PLC价格就越高 我们在选择时不应盲目追求大容量高速度,而应根据系统的大小合理的选用PLC产品。工作环境 工作环境是PLC工作的硬性指标。自控系统将人们从繁忙的工作和恶劣的环境中解脱出来,PLC自动控制系统公司就要求自控系统能够适应复杂的环境,诸如温度、湿度、噪音、信号屏蔽、工作电压等,一定要选择适应实际工作环境的产品。售后服务 应尽量选用大公司的产品,其质量有保障,且技术支持好,一般售后服务也较好,还有利于你的产品扩展与软件升级。
电气控制柜和PLC程序都做好后如何开始调试,电气控制柜和PLC程序都做好后如何开始调试?很多电气的新手在做完电气控制柜以及plc程序等设计环节后,工业PLC自动控制系统不清楚调试应如何开始,或者一些人因为不适当的调试方法导致了PLC烧毁等等问题,那么设计完的电气系统应该如何调试?1、按照图纸检查回路(未送电状态下)一般PLC控制系统的图纸包含柜内图纸和柜外图纸两部分;PLC自动控制系统公司柜内图纸指柜子内部的接线图;柜外图纸是所有接出电气柜的接线图。这一部分需要检查的是;1图纸设计是否合理,包括各种元器件的容量等等。2根据图纸检查元器件是否严格按照图纸连接。在这一过程中,需要注意的地方就是检查电源,1确保回路没有短路。2确保强弱电没有混合到一起;因为PLC电源为24v,一旦因为接线错误导致220V接进PLC里,很容易将PLC或者拓展模块烧毁。2、检查PLC外部回路,也就是俗称的“打点”电源确认完毕后送电,测试输入输出点,这就是俗称的“打点”,测试IO点需要挨个测试,包括操作按钮,急停按钮,操作指示灯以及气缸及其限位开关等等,具体方法是一人在现场侧操作按钮等,另一人在PLC测监控输入输出信号;对于大型系统应该建立测试表,即测试后做好标记。如果发现在施工过程中有接线错误的地方需要立即处理。这一步应该注意的是需要将程序备份后清空PLC里面的程序或者将程序禁用,避免因测试导致设备的动作。

