


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路
PLC自动控制和手动和自动转换装置实现的方法的程序,当所述信号是一个远程的地方,工业PLC控制柜即代表一个控制点(我)交换机上打了一个远程位置,可以自动地控制PLC;而当它为0时,它表示该字段是手动操作的。为了手动编程的自动切换的内部,相同的信号作为远程的地方,是由主计算机提供的一个中间变量,该标志作为中间变量程序手动操作单装置,监视程序,PLC控制柜公司以分配值1用于手动操作的程序单体装置;自动控制是零PLC程序。因此,每个自动控制装置在两个条件下操作。
PLC控制柜布局原理,内阁部件布置,通常从上到下,从左到右。易于操作和维修,频繁的维护操作或组件应安装在更容易接触到的位置,从一个高度,高度范围内尽可能到400mm的地面1800mm的讲话。如果更多的组件,这些组件可以被认为是在约2000毫米高度机柜,所述基座构件的从地面不小于200mm,或不现场布线的安装位置的一个位置不频繁地安装(例如,直流电源)操作。工业PLC控制柜避免反复围绕由线插槽,使用时注意费用的安排。稳压电源的布置,稳压电源不需要定期维护,是一种加热装置,安装在机柜顶部,便于散热。 接线少,可选择40毫米宽的线槽,线槽深度要考虑整机柜,PLC控制柜公司最大数量的线槽统一(线槽深度选择下同)。 稳压电源的边缘与线槽之间的净距离约为30毫米。PLC和单元布局,CPU单元和相邻的细胞,优选特殊单元和输入单元等装置的干扰较少。电磁接触器,继电器类的外部电路,干扰的即其线圈和接触源,因此应与PLC分开布置。 (大约100mm以上)的主要成分是添加模块PLC系统中,需要频繁的维护调试,应安装在一个位置,操作方便。安装模块时,扩容方便从左安排的权利。多个信号线,通常用于80毫米宽槽,槽间距和齿条的上端是约30mm,以及约80毫米的齿条槽间距的下端。

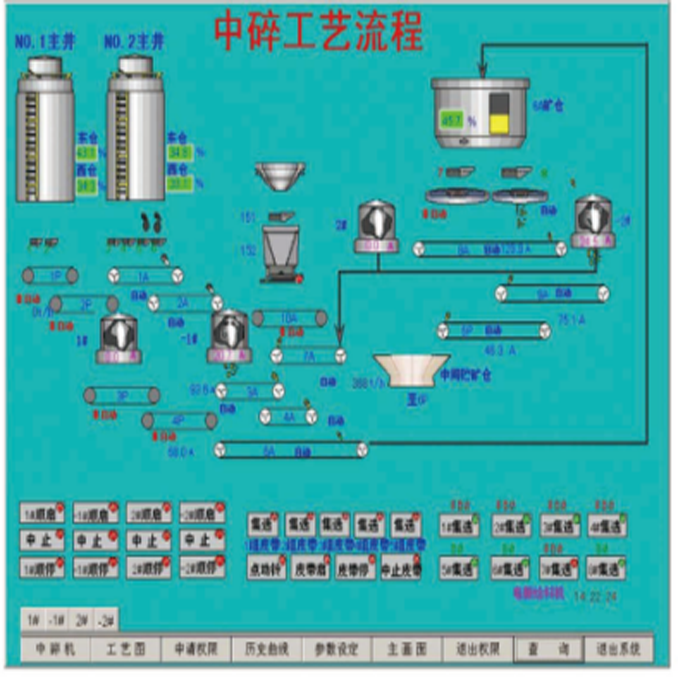
分析 plc 在工业自动控制领域的应用什么是 plc 控制技术? Plc 控制技术是对产品或零件的外观信息,如尺寸、形状、孔位等进行扫描,通过数据输入将结果输入计算机,然后计算机对采集到的信息进行处理,工业PLC控制柜用计算机程序显示生产过程,最后在计算机系统中设置程序,处理大量产品。 通过该技术在工业自动化生产中的应用,PLC控制柜公司加快了工业自动化生产过程,大大提高了生产效率,操作简单易学,避免了企业操作人员的长期培训过程,节约了生产成本。
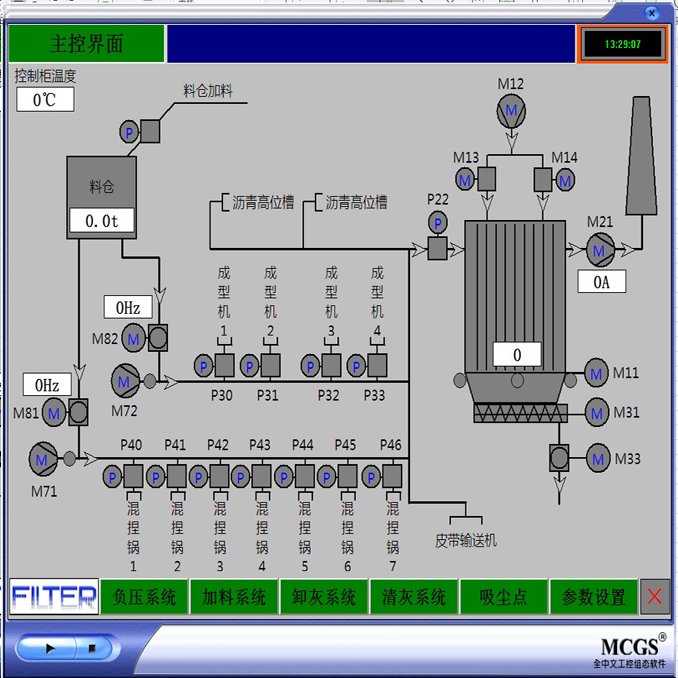
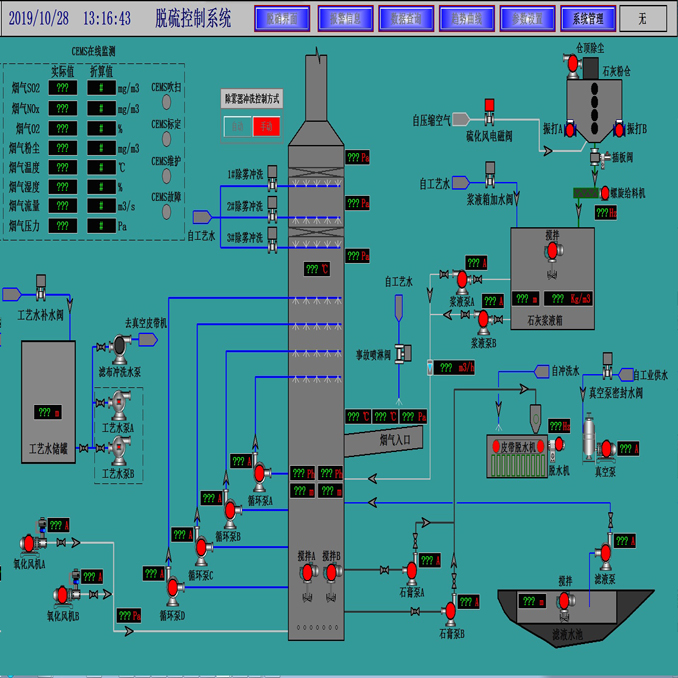
PLC控制柜基础知识,PLC控制柜是指成套的控制柜,可实现电机,开关的控制的电气柜。PLC控制柜有过载、短路、缺相保护等功能。其结构紧凑、工作稳定、功能齐全,可以根据实际控制规摸大小进行组合,工业PLC控制柜既可以实现单柜自动控制,也可以实现多柜通过工业以太网或工业现场总线网络组成集散(DSC)控制系统,能适应各种大小规模的工业自动化控制场合,被广泛应用在电力、冶金、化工、造纸、环保污水处理等行业中。PLC控制柜可完成设备自动化和过程自动化控制,PLC控制柜公司实现完美的网络功能,性能稳定、可扩展、抗干扰强等特点,是现代工业的核心和灵魂。用户可以根据自身需求设计PLC控制柜、变频柜等,并可搭配人机界面触摸屏,达到轻松操作的目的。典型应用有恒压供水、空压机、风机水泵、中央空调、港口机械、机床、锅炉、造纸机械、食品机械等等。
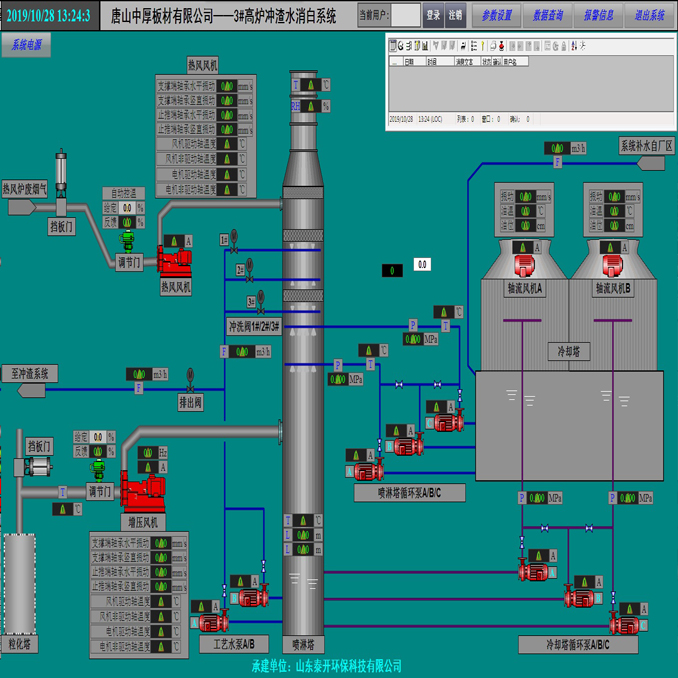
锅炉房自动控制系统结构,控制系统,由现场仪表与执行机构部分、S7-300DP CPU主机和分布I/O组成系统控制部分、上位监控计算机等组成。现场仪表,主要完成现场信号的测量,模拟量以4~20mA信号输出、数字量I/O信号输出。PLC控制系统部分,工业PLC控制柜主要完成现场信号的处理、运行控制算法和输出控制信号等功能。监控计算机,主要完成系统监视、控制数据置入、系统响应记录等功能。人机界面,为全汉字操作界面。PLC控制柜公司现场仪表安装于适当的被测点。各分布I/O控制柜安装于每台锅炉附近,再汇总通过PROFIBUS总线到中控室,然后与上位计算机想联,实现通讯;监控计算机放于中控室、可选配适当的打印机、可选配热备冗余计算机。

