


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路

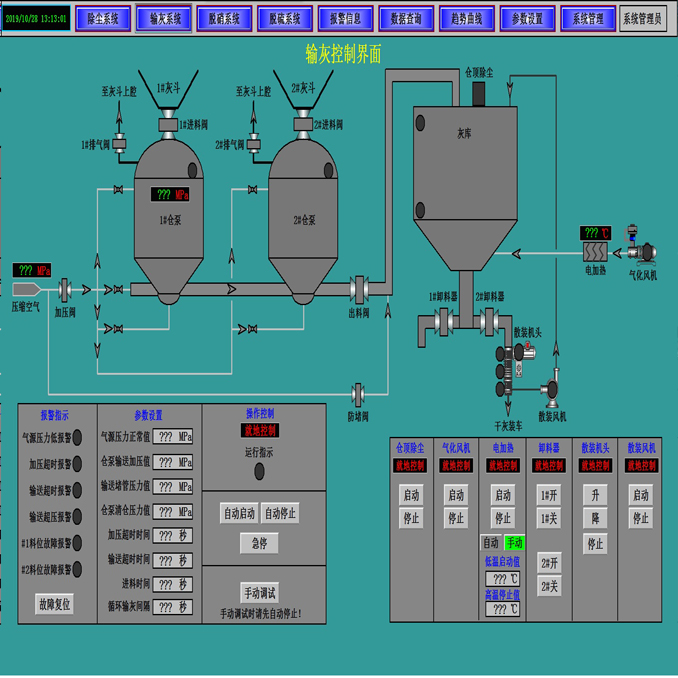
锅炉房自动控制系统结构,控制系统,由现场仪表与执行机构部分、S7-300DP CPU主机和分布I/O组成系统控制部分、上位监控计算机等组成。现场仪表,主要完成现场信号的测量,模拟量以4~20mA信号输出、数字量I/O信号输出。PLC控制系统部分,工业脱硝工艺电控系统主要完成现场信号的处理、运行控制算法和输出控制信号等功能。监控计算机,主要完成系统监视、控制数据置入、系统响应记录等功能。人机界面,为全汉字操作界面。脱硝工艺电控系统哪家好现场仪表安装于适当的被测点。各分布I/O控制柜安装于每台锅炉附近,再汇总通过PROFIBUS总线到中控室,然后与上位计算机想联,实现通讯;监控计算机放于中控室、可选配适当的打印机、可选配热备冗余计算机。

PLC自动控制和手动和自动转换装置实现的方法的程序,当所述信号是一个远程的地方,工业脱硝工艺电控系统即代表一个控制点(我)交换机上打了一个远程位置,可以自动地控制PLC;而当它为0时,它表示该字段是手动操作的。为了手动编程的自动切换的内部,相同的信号作为远程的地方,是由主计算机提供的一个中间变量,该标志作为中间变量程序手动操作单装置,监视程序,脱硝工艺电控系统哪家好以分配值1用于手动操作的程序单体装置;自动控制是零PLC程序。因此,每个自动控制装置在两个条件下操作。
Plc 在电动自动控制系统中进行运动控制,实际物理量,除开关量、模拟量外,还有运动控制。 工业脱硝工艺电控系统如果机床零件位移,通常用数字表示。 运动控制的有效途径是数控,即数字控制技术。 这是基于计算机的控制技术,诞生于20世纪50年代的美国。 脱硝工艺电控系统哪家好现在很常见,而且发育得很好。目前,金属切削机床在先进国家中,数控比例已经超过40%至80%,有些甚至更高。PLC也是基于计算机技术,并且日益完善.该PLC可以接收频率高达几个k到几十千赫的计数脉冲,它可以以多种方式接收,以及多个通道。有的PLC还具有脉冲输出功能,脉冲频率也能达到几十k,有这两种功能,加上PLC具有数据处理和操作能力,如果再配备相应的传感器(如旋转编码器)或脉冲伺服装置,则完全可以根据数控原理实现各种控制。高,中档PLC,还开发了NC单元或移动单元,就可以实现控制点。曲线插补单元还可以被实现运动,曲线运动可被控制。因此,如果PLC被构造成细胞,那么它可以用NC方式,数字控制的量。新开发的运动单元,甚至发出编程语言数控技术,与PLC更好的数字控制提供了便利。

在 plc 自动控制柜的应用领域中,自动控制系统是指利用一些自动控制装置,在生产过程中自动控制某些关键参数,而不需要人员的直接参与,使机器和设备在暴露在预定的轨道规则下按照预定的正常运行。 工业脱硝工艺电控系统外面的世界。 当干扰的影响超出正常状态时,它可以自动调整回工艺要求的值范围。 生产过程中的各种工艺条件不能是静态的,而且各个设备之间是相互关联的。 脱硝工艺电控系统哪家好当一台设备的工艺条件发生变化时,其它设备的某些参数可能会有或多或少的波动,从而偏离正常值。 工作轨道。 系统组成: 主要由控制器、被控对象、执行机构和变送器四部分组成。 控制系统包括 pc 监控中心、 plc 监控设备、通信设备及附件、现场传感器及仪表。

