


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路
你知道PLC控制柜接线进行处理的流程的PLC控制柜接线?它的内部结构非常复杂,电缆的作用是不同的,所以在使用前,一定要提前做好布线工作,使设备能够更好地发挥其作用。首先,提前准备,工业焚烧炉工艺电控系统各种专用工具:螺丝刀,油标,扳手,数字万用表,振动器,钳形电流表,吸尘器,热风焊枪,切割刀等,2.附件:风机过滤器,汽车继电器电磁线圈,交流接触器辅助断路器,焚烧炉工艺电控系统公司聚氯乙烯热缩套管,导电胶3,前PLC控制柜接线,应仔细检查图纸,充分了解设计师的设计要求,并要求仔细接线。如果你发现任何问题或缺陷,要及时沟通清楚,避免不必要的损失。在路由过程中,确保路由顺序清晰。 一步一步地,不要插入任何导致泄漏的线路连接。 此外,在连接完成后,再次检查是否有任何连接错误或泄漏。 在所有的连接都做好之后,通过局部检查比通过全面检查更容易发现问题。
低压配电柜厂考察哪些方面的考虑?接受的第一次亮相,看看配电柜不符合要求,根据详细验证,也没有损坏,腐蚀,检查配件零部件是不完整的。工业焚烧炉工艺电控系统同时检查包装盒出厂合格证,说明书接线和内部接线图等技术资料文件出来。高压配电柜箱之后,根据设计图纸编号的顺序加载变电站安装位置配电柜。安装通电调试,将配电柜置于槽钢上后,用薄垫铁粗略地调整高压柜的电平,然后用其中一个作为基准来调整其余的电平,焚烧炉工艺电控系统公司使所有高压柜电平一致,间隙均匀。 固定螺栓后,保持配电柜之间的间隙,然后用固定螺栓或焊接方法将配电柜固定在基槽钢上。 为了美观,在橱柜内部至少四个地方焊接。
PLC控制柜布局原理,内阁部件布置,通常从上到下,从左到右。易于操作和维修,频繁的维护操作或组件应安装在更容易接触到的位置,从一个高度,高度范围内尽可能到400mm的地面1800mm的讲话。如果更多的组件,这些组件可以被认为是在约2000毫米高度机柜,所述基座构件的从地面不小于200mm,或不现场布线的安装位置的一个位置不频繁地安装(例如,直流电源)操作。工业焚烧炉工艺电控系统避免反复围绕由线插槽,使用时注意费用的安排。稳压电源的布置,稳压电源不需要定期维护,是一种加热装置,安装在机柜顶部,便于散热。 接线少,可选择40毫米宽的线槽,线槽深度要考虑整机柜,焚烧炉工艺电控系统公司最大数量的线槽统一(线槽深度选择下同)。 稳压电源的边缘与线槽之间的净距离约为30毫米。PLC和单元布局,CPU单元和相邻的细胞,优选特殊单元和输入单元等装置的干扰较少。电磁接触器,继电器类的外部电路,干扰的即其线圈和接触源,因此应与PLC分开布置。 (大约100mm以上)的主要成分是添加模块PLC系统中,需要频繁的维护调试,应安装在一个位置,操作方便。安装模块时,扩容方便从左安排的权利。多个信号线,通常用于80毫米宽槽,槽间距和齿条的上端是约30mm,以及约80毫米的齿条槽间距的下端。

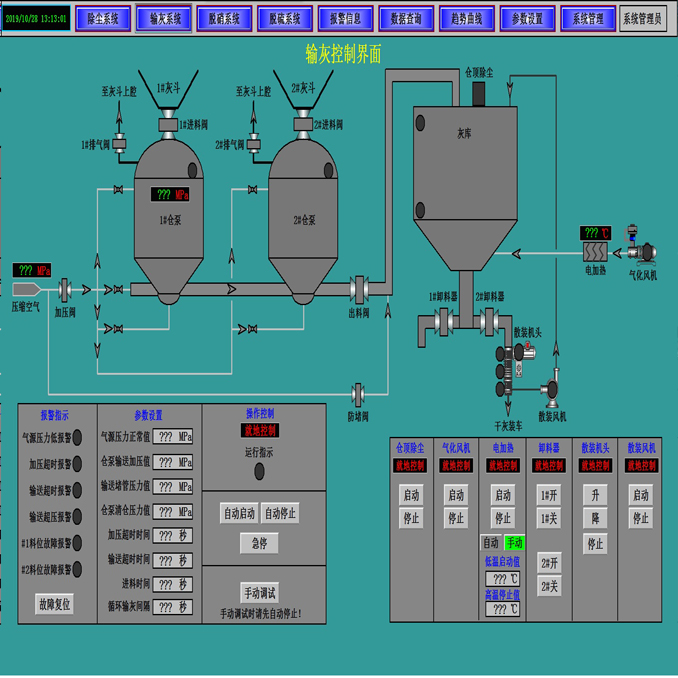
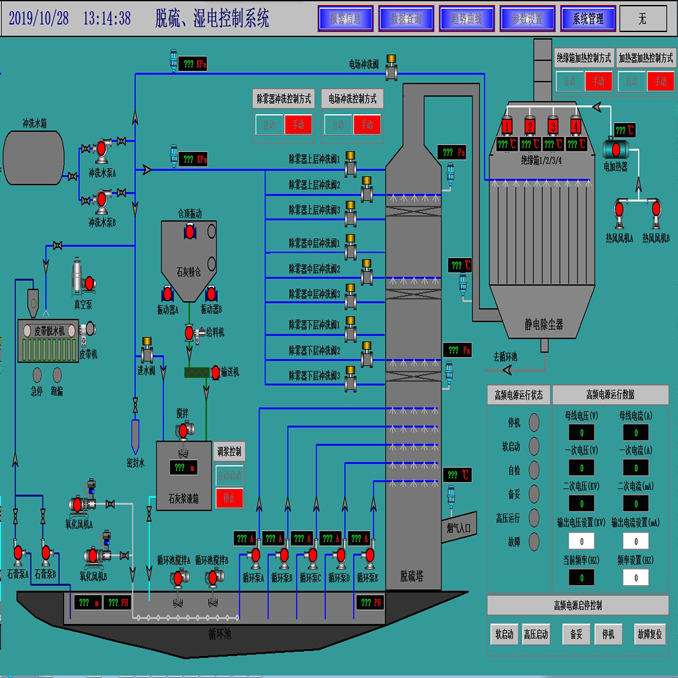
在 plc 自动控制柜的应用领域中,自动控制系统是指利用一些自动控制装置,在生产过程中自动控制某些关键参数,而不需要人员的直接参与,使机器和设备在暴露在预定的轨道规则下按照预定的正常运行。 工业焚烧炉工艺电控系统外面的世界。 当干扰的影响超出正常状态时,它可以自动调整回工艺要求的值范围。 生产过程中的各种工艺条件不能是静态的,而且各个设备之间是相互关联的。 焚烧炉工艺电控系统公司当一台设备的工艺条件发生变化时,其它设备的某些参数可能会有或多或少的波动,从而偏离正常值。 工作轨道。 系统组成: 主要由控制器、被控对象、执行机构和变送器四部分组成。 控制系统包括 pc 监控中心、 plc 监控设备、通信设备及附件、现场传感器及仪表。

