


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路
锅炉房自动控制系统结构,控制系统,由现场仪表与执行机构部分、S7-300DP CPU主机和分布I/O组成系统控制部分、上位监控计算机等组成。现场仪表,主要完成现场信号的测量,模拟量以4~20mA信号输出、数字量I/O信号输出。PLC控制系统部分,工业PLC自动控制主要完成现场信号的处理、运行控制算法和输出控制信号等功能。监控计算机,主要完成系统监视、控制数据置入、系统响应记录等功能。人机界面,为全汉字操作界面。PLC自动控制公司现场仪表安装于适当的被测点。各分布I/O控制柜安装于每台锅炉附近,再汇总通过PROFIBUS总线到中控室,然后与上位计算机想联,实现通讯;监控计算机放于中控室、可选配适当的打印机、可选配热备冗余计算机。
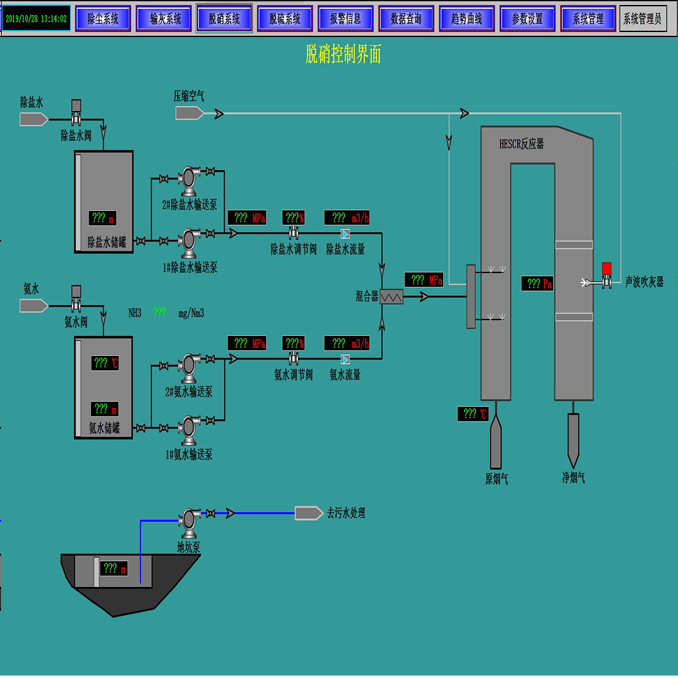
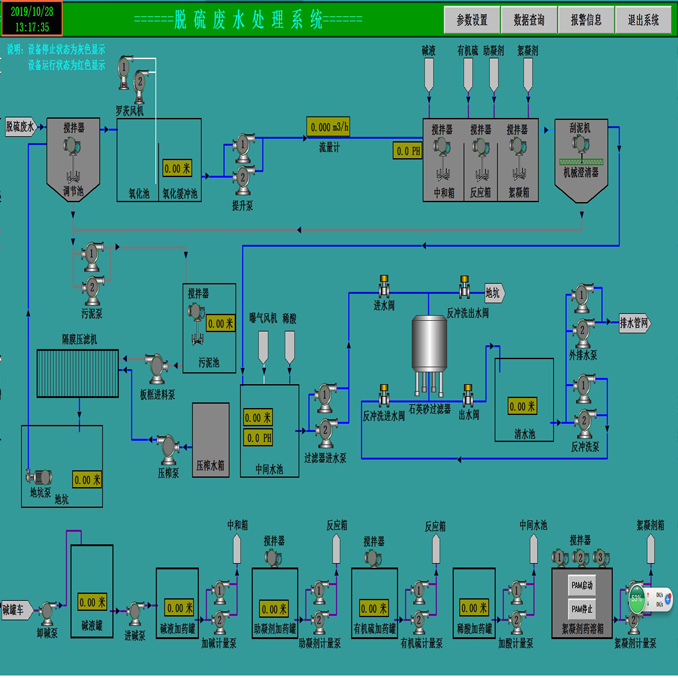
污水处理控制系统(PLC控制柜)的优势,污水处理控制系统(PLC控制柜)的优势,污水处理自动化控制系统采用计算机技术,能够实时地检测到不同时间水质指标的变化情况并显示出来,帮助跟踪记录水处理情况的变化,工业PLC自动控制及时分析处理,方便日后的查阅。采用计算机技术代替人工操作,降低了人员劳动强度,节约人力,还能够完成一些人工难以做到的工作,更加的方便安全。PLC自动控制公司污水处理控制系统自动化控制系统其实就是对污水处理过程进行自动调节和自动控制,其一般具有以下这些优势特点:1、能够进行自动操作控制,系统会根据用户设定的需求来自动地启动或者停止某台设备,还能够自动地调节某些输出量的大小。2、具备完善的保护和报警功能,过流保护、过载保护、欠压保护等等,当设备出现故障问题的时候,如:电流电压超限、泵的液位超限、水压不正常的时候会有不同级别的警报发出,帮助发现故障,保护工作人员和用户的安全,提高了设备的可靠性。3、各项数据参数、操作记录、故障报警记录等都能够保留储存在PLC控制柜内,方便日后需要的话可以调出来查看分析研究。4、可以实时地监测到设备的运行状态,控制模式、排污流量、水质情况、水池液位情况、泵的启动停止状态等等,并且可以在计算机上用数字、图形动态地显示出来,方便操作人员根据设备的运行状态对系统进行干预控制。

在 plc 自动控制柜的应用领域中,自动控制系统是指利用一些自动控制装置,在生产过程中自动控制某些关键参数,而不需要人员的直接参与,使机器和设备在暴露在预定的轨道规则下按照预定的正常运行。 工业PLC自动控制外面的世界。 当干扰的影响超出正常状态时,它可以自动调整回工艺要求的值范围。 生产过程中的各种工艺条件不能是静态的,而且各个设备之间是相互关联的。 PLC自动控制公司当一台设备的工艺条件发生变化时,其它设备的某些参数可能会有或多或少的波动,从而偏离正常值。 工作轨道。 系统组成: 主要由控制器、被控对象、执行机构和变送器四部分组成。 控制系统包括 pc 监控中心、 plc 监控设备、通信设备及附件、现场传感器及仪表。

用于电气自动化控制开关PLC自动控制系统,以切换PLC控制的能力是很强的。进出控制点,10点少,几十个点,多是几百,几千,甚至点数万,工业PLC自动控制因为它可以通过网络,几乎无限的点数,不管多少分能控制,逻辑控制问题可以变化:定时,立即,延迟,没有计数的组合来进行计数,固定的顺序,随机等的工作,PLC自动控制公司就可以进行。PLC的硬件结构是可变的,软件程序是可编程的,用于控制,非常灵活.可根据需要编写多组或多组程序..非常适合工业场地多工况,多状态改造需要,在冶金、机械、轻工、化工、纺织等行业,应用 plc 进行开关音量控制的例子很多。 目前,plc 的第一个目标,也是其他控制器无法与之相比的,就是它可以方便可靠的进行开关控制。

开关柜的主要特点,1.有初级和次级方案,这些是开关设备的具体功能标志,包括用于电力收集、分配、计量和保护功能的电路。一个开关柜有明确的主回路(一次回路)方案和辅助回路(二次回路)方案,工业PLC自动控制当一个开关柜的主方案无法实现时,可以结合几个单元方案,2,开关柜具有一定的程序和机械或电气联锁机构,证明:无“五防”功能或“五防功能障碍”是电气事故的主因。PLC自动控制公司 “五防”的开关装置保护的要求:防止错误错误断路器,隔离开关除法抗静电,防静电接地开关,以防止断路器带的接地,以防止误入带电间隔。3、具有接地的金属外壳,其外壳有支承和防护作用.因此要求它应具有足够的机械强度和刚度,保证装置的稳固,当柜内产生故障时,不会出现变形,折断等外部效应。同时也可以防止人体接近带电部分和触及运动部件,防止外界因素对内部设施的影响;以及防止设备受到意外的冲击。具有抑制内部故障的功能,“内部故障”是指开关柜内部电弧短路引起的故障。 一旦发生内部故障,电弧故障应局限在隔间内。开关柜的主要特点、分类、操作程序及局部放电检测方法

