


座 机:0536-4336688
手 机:15253676677
邮 箱:wrxinsheng@163.com
网 址:www.cnxiangshengkeji.com
地 址:潍坊市安丘市青龙湖西路
高低压开关柜厂家解读设备制造业迅速发展原因,随着国家经济发展和人民生活水平的提高,技术的不断进步,各种现代化设备的投入和使用,使得高低压开关柜设备在发电、输电、变电、生产现场以及公共设施、居民住宅等领域,应用日益广泛,发展空间非常广阔。工业焚烧炉工艺电控系统高低压开关柜是机械工业的重要组成部分,是电力工业的重要输配电设备,与国民经济和社会发展密切相关。 焚烧炉工艺电控系统公司改革开放以来,我国高低压开关设备制造业发展迅速。在短短几十年里,它取得了巨大的成功。 全国有成千上万的成套设备和零部件的大规模制造商。 在产品的数量、种类和规格方面,有数百家公司参与竞争。 同时,随着各种新技术、新材料的出现,以及经济的不断崛起,许多旧产品和旧技术已不能满足社会发展的需要。 高低压开关设备制造业正面临难得的发展机遇和挑战。
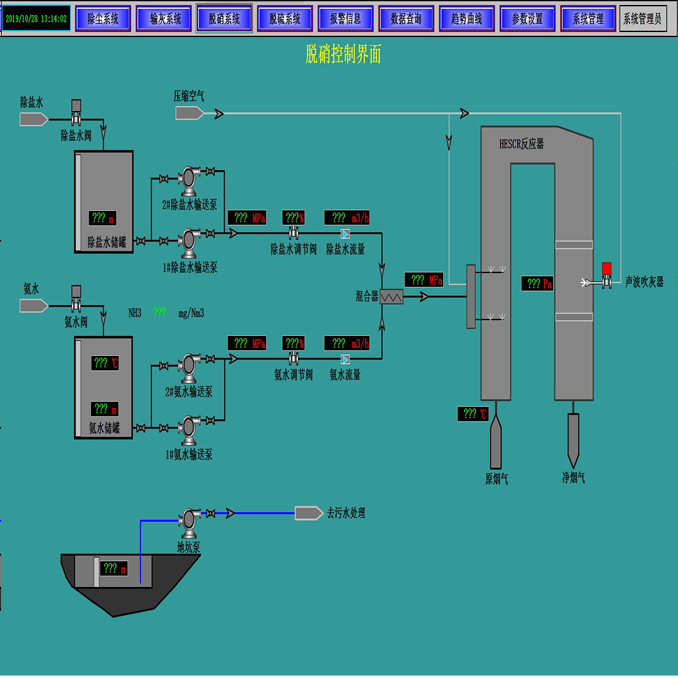
锅炉房自动控制系统,某小区锅炉房自动控制系统,采用西门子公司的S7―300DP PLC,和上位计算机等完成实时测控等任务,根据甲方需求选择适当的监测量(温度、压力、流量等)并设计专用的测控软件包,对小区4台锅炉组成的供暖系统进行自动调控。工业焚烧炉工艺电控系统锅炉房自动控制系统通过对小区室外温度、远端住户室内温度实时在线检测,依照设置的参数、供暖室内温度标准,完成对换热3通阀启闭和开度、循环泵启停转速、居民楼2通阀开度等控制、跟踪、调节,使供暖温度稳定在设定值上。并使供暖系统达到预计的高效节能运行状态。该系统,可将供暖系统运行经验设置在计算机上,调节系统运行方式。焚烧炉工艺电控系统公司在完成自动调节、报警等功能的同时,实现数据显示、管理、运行报表、打印等多项功能。通过远程联网通信端口,可与甲方总公司的生产调度管理控制系统进行数据交换。自控系统严格按照工业标准生产,自动化程度高、适应性强、可靠性好,适用于工业应用环境。
高低压控制柜及成套高低压开关柜的有什么区别,控制设备,即,高低压控制柜。该控制装置是一个次级分配装置,主要用于控制通过电开关和电开关和相关联的检测,工业焚烧炉工艺电控系统保护和已知结合装置的调节控制的电气设备。还指的是与所述辅助构件,所述壳体构件和它们的支撑机构相关联的组,这些单元和电连接线路和设备。低压开关柜,开关柜,低压开关柜是。焚烧炉工艺电控系统公司它是一种配电装置,主要用于发电,输电,配电和电源开关和电气开关和相关的已知的组合设备的相关联的检测,保护和调节的电气控制。也指这些设备和装置和相关联的连接线,所述辅助构件,该壳体构件和它们的支承机构的组合。
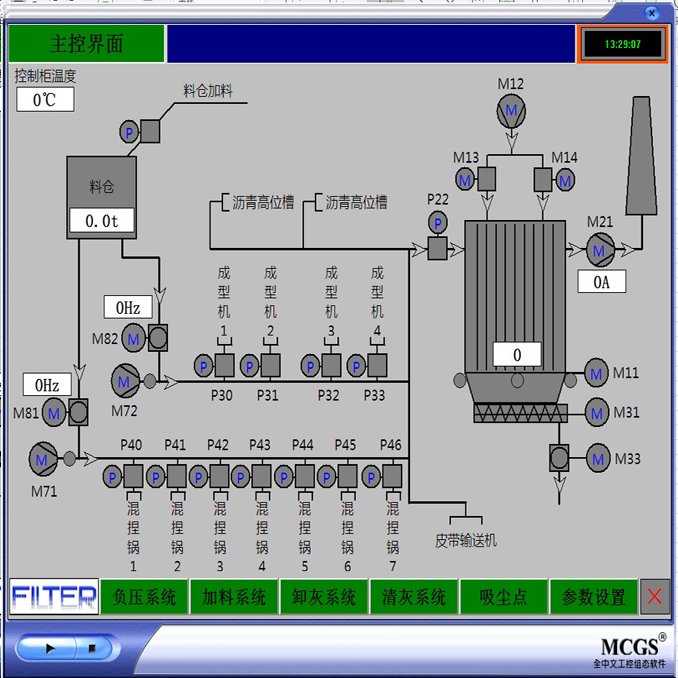
在 plc 自动控制柜的应用领域中,自动控制系统是指利用一些自动控制装置,在生产过程中自动控制某些关键参数,而不需要人员的直接参与,使机器和设备在暴露在预定的轨道规则下按照预定的正常运行。 工业焚烧炉工艺电控系统外面的世界。 当干扰的影响超出正常状态时,它可以自动调整回工艺要求的值范围。 生产过程中的各种工艺条件不能是静态的,而且各个设备之间是相互关联的。 焚烧炉工艺电控系统公司当一台设备的工艺条件发生变化时,其它设备的某些参数可能会有或多或少的波动,从而偏离正常值。 工作轨道。 系统组成: 主要由控制器、被控对象、执行机构和变送器四部分组成。 控制系统包括 pc 监控中心、 plc 监控设备、通信设备及附件、现场传感器及仪表。
这种故障是高压开关柜的主要故障,可分为两种类型: 一种是操作机构和传动系统的机械故障,另一种是电气控制和辅助电路故障。开合故障:这类故障是由断路器本体引起的,对于低油断路器,主要表现为短路注入、灭弧室燃烧、开关能力不足、爆炸时。对于真空断路器,工业焚烧炉工艺电控系统表现为灭弧室和波纹管漏气,真空减少,切割电容器再烧,陶瓷管破裂,绝缘故障:外部绝缘的绝缘击穿闪络的地面闪络故障,故障相绝缘闪络,雷电过电压击穿闪络,陶瓷套管,电容器衬套闪络,闪络,击穿,爆炸,提升杆闪络,CT闪络的性能,击穿,爆炸,瓷断裂。焚烧炉工艺电控系统公司载流故障:7.2~12 kV电压等级发生载流故障主要原因是开关柜隔离插头接触不良导致触头烧融。外力等故障: 包括异物撞击、自然灾害、小动物短路等。
Plc 在电动自动控制系统中进行运动控制,实际物理量,除开关量、模拟量外,还有运动控制。 工业焚烧炉工艺电控系统如果机床零件位移,通常用数字表示。 运动控制的有效途径是数控,即数字控制技术。 这是基于计算机的控制技术,诞生于20世纪50年代的美国。 焚烧炉工艺电控系统公司现在很常见,而且发育得很好。目前,金属切削机床在先进国家中,数控比例已经超过40%至80%,有些甚至更高。PLC也是基于计算机技术,并且日益完善.该PLC可以接收频率高达几个k到几十千赫的计数脉冲,它可以以多种方式接收,以及多个通道。有的PLC还具有脉冲输出功能,脉冲频率也能达到几十k,有这两种功能,加上PLC具有数据处理和操作能力,如果再配备相应的传感器(如旋转编码器)或脉冲伺服装置,则完全可以根据数控原理实现各种控制。高,中档PLC,还开发了NC单元或移动单元,就可以实现控制点。曲线插补单元还可以被实现运动,曲线运动可被控制。因此,如果PLC被构造成细胞,那么它可以用NC方式,数字控制的量。新开发的运动单元,甚至发出编程语言数控技术,与PLC更好的数字控制提供了便利。

